



普通车床改造设计为数控机床案例
2020-12-17 来源:- 作者:赵一平
摘要:近些年伴随我国改革开放的巨大浪潮,我国的各行各业得到了蓬勃且显著的发展,科学技术也创造出了前所未有的进步,由此也带动了我国工业的大踏步发展。而工业的核心便是机床的发展,这些年伴随党中央的大力扶持,我国的机床制造业得以持续且良性的进步和创新,同时在加工领域对于数控机床的需求也在逐年的攀升,因此对传统的普通车床进行数控化机械改造就成为了必然的发展趋势。不过在具体的普车向数控改造的进程中,会出现许多问题影响改造的发展,譬如:电机参数与机床不匹配、数控系统不符合机床要求等,这些问题就严重的影响着机床的精度,以及机床改造的良性发展。所以为了进一步的确保机床在改造后拥有较高的使用精度及使用功能,对其改造进程进行分析是必然的,也是必要的。
关键词:普通车床;机械结构;数控化改造
0 引言
必须承认的是,车床是目前机加领域中最为重要的加工设备。伴随我国经济的飞速发展,机加领域在快速的创新和改革,数控车床的出现逐渐的取代了传统的普车,可是一些行业中仍然有普车在使用,究其原因主要是因为一些维修加工必须要用到普车,譬如:船舶维修、汽车维修等,并且因为数控车床加工的工时相对较高,一些企业因此还是在沿用普车进行工作。正因如此就需要对普车进行机械部分的数控化改造,以便提升普车的加工效率和工作能力。
1、车床数控化改造的必然性
相对传统的普通车床来说,使用数控车床可以对复杂的零件进行快速的加工,同时可以最大程度的提升机床的加工效率,并且进一步的确保了零件的加工精度。必须承认的是通过数控机床加工出来的零件精度更高、光洁度更好、零件成品率高,并且使用数控机床还可以与自动线、机械手进行组合生成高效的自动化生产线,可以将多个分散的工序进行有效的集中,进一步的降低了零件在搬运过程中,所浪费的生产时间,同时还可以进行自主的故障警报,以及总线控制等,其不但降低了人工的成本,同时也减少了企业在人员和物资上的不必要的投入。同时伴随工业领域信息技术的不断提升,数控机床的核心地位也在不断的攀升,必须承认的是,数控机床将是未来加工领域的主导设备。而相对普通车床来说,因为能够操作其车削的工人越来越少,并且工作效率相对低下,所以期望进行普车数控化机械部分改造的企业和个人也在不断的增多,鉴于此种情况,进行车床数控化改造将是在很长一段时间内,在机加行业中,必然会进行、必然会出现的一项改造工作。
2 、车床数控化改造的特点
2.1 确定改造方案
具体来说进行普车改造方案制定,是需要依据机床在使用过程中存在的问题来进行制定的。必须明确的是,在进行机床改造过程中,应该有明确的改造针对性,尽力的保证其机床的改造符合相关生产单位的具体实际需要。在进行实际的普车改数控的过程中,绝大部分的基础零件和许多的机床传动部件是不需要进行更替的,可以将这些零件进行清理和维修,要尽量的保证减少不必要的成本投入和资金使用,同时还应该尽量的将改造的时限进行缩短,以便机床使用方可以尽快的进行生产。
2.2 要适应多种场合需要
通常来说,车床的主要结构部件都是铸铁制造的,其相比刚刚投入生产的新机床来说,钢体稳定性更强,因此在进行车床数控化机械部分改造的过程中,只要对一些小型零件进行修复和更替就可以进行工作了。但是必须明确的是,因为车床可以进行加工的零件种类非常多,其不单单有轴类、盘类、套类零件,还会涉及到各种畸形铸件等零件,所以进行改造的普通车床,在进行改造结束后需要满足多种复杂零件的加工需要,以便厂家可以开拓加工市场。所以在进行在进行车床数控化机械部分改造的过程中,要增加科技的知识和力量,让先进的科技融入到改造车床当中,让其拥有更新鲜的血液,以及先进的功能。
3 、车床数控化改造
3.1 对车床床身和导轨的改造
目前我国的普车其床身材质都为铸铁,而在进行改造的过程中,为了提升其导轨的基本精度,可以在其床身导轨上进行贴塑处理,贴塑采用的是塑料软带,其不仅可以提升床身导轨的润滑性能,同时期导轨在进行保持进给时将会更加的流畅和方便,进一步的提升了机床的使用精度。另外如果客户经济条件允许的话,还是可以建议客户使用滚动导轨为宜,因为滚动导轨摩擦系数小,并且精度和刚性高,同比硬轨来说具有得天独厚的优势。
3.2 滚珠丝杠的改造
滚珠丝杆是由滚珠、丝杆主体、回型珠管等组成,其主要作用是将机床床鞍的回转行动转变成为直线的行动。因此在进行改造的过程中,采用滚珠丝杆可以有效的提升普车的进给效率,让普车的保持进给更加的顺畅和平稳。同时因为滚珠丝杆在行驶的过程中,振幅较小,因此其不会受到太大的阻力。但是必须说明的是,在进行改造过程中,需要对丝杆的直径、长短,以及厂家进行严格的筛选,避免出现采购完,在改造现场不能正常使用的情况。
3.3 主轴传动系统的数控化改造
普车的主轴传动结构是由电机带动皮带,进而又皮带又带动Ⅰ轴,Ⅰ轴在通过齿轮传导带动主轴转动,所以在进行改造的过程中,要尽量的不对主轴箱以及主轴传动机构进行改动。因此可以采用双或四速的电机替代原有电机,以便增强主轴传递扭矩的能力。同时为了实现自动车削螺纹加工,还需要增加主轴编码器,通常来说是将主轴编码器安装在主轴箱后部,主轴尾部旁边,并采用与主轴尾部上带轮同样大小的带轮,带动主轴编码器,如此就可以实现主轴和编码器同步运动了。
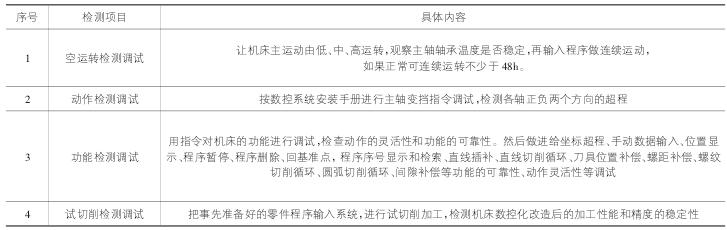
表 1 机床检测与调试的基本项目和明细
3.4 车床进给系统的数控化改造
在进行车床进给系统的改造过程中,其实是与数控系统安装进行配合的,通常主要是加装与数控系统自带的伺服电机相匹配的电机座。必须注意的是在安装过程中,一定要对电机和轴承座进行打表检测,避免出现偏心等情况出现。

图 1 普车改数控后使用效果图
4 、机床精度、质量检测与调试
4.1 精度调试
车床机械结构在进行数控化改造之后,必须要进行严格的精度检验和调试。通常来说数控机床精度主要表现在三个方面:主轴跳动、刀架精度、两轴丝杆精度,在主轴的精度检测环节需要通过千分表对主轴的端跳、圆转、方向等进行打表,以便分辨其具体的精度指标是否合格,如果出现不合格的情况,要进行及时的拆解,并进行再次装配;在刀架安装时,一定要注意刀架转动的重复定位精度,这项精度其实是刀架自身的精度,所以如果不合格要进行刀架整体的更换;在进行两轴的精度检验时,可以通过千分表对两轴的上母线和侧母线进行打表观看,如果精度不合格要及时的对轴承座,以及丝杠托架进行调整,如果还是不合格要对两轴部件进行整体的拆解,对各个部件进行逐一的再次检查,并确定出问题所在进行及时的调整。另外在进行两轴的齿轮比和反向间隙调整时,可以通过数控系统内部的具体参数来进行设定。通常来说,齿轮比是依据丝杠的螺距,通过数控系统的实际要求计算出来的,而对于反向间隙来说,则是需要通过反复的撞表观察来得出具体的实际数值,并输入的数控系统中的相应参数内。必须承认的是,调试机床精度是一个反复且需要极度耐心的过程,通常在进行机械以及电气部分改造完工后,才进行精度的调试,并且不同型号的机床,其精度调试的标准和依据也是不同的,所以要依据现场的实际情况,并根据多年的调试经验进行反复的精度调试,直到达到标准为止。
4.2 质量检测与调试
4.2.1 质量检测
通常来说机床的质量检测是指性能和功能两方面的检测,在进行普车数控化机械部分改造后,需要进行性能检测的项目有:主轴方面检测、两轴进给检测、机床润滑等方面检测。针对主轴的检测为:手动和自动两种;针对两轴进给检测为:手动、自动的快移和保持进给等检测、两轴限位和机床原点检测;对数控系统来说,要对其基本控制功能进行测试,譬如:手动、自动、MDI 等功能能否顺畅切换,刀补、图显、辅助功能能否实现等。
4.2.2 检测与调试
所谓质量调试与检测主要包括四个方面:第一是空运行检验和调试;第二是机床基本动作调试;第三是机床基本功能调试;第四是机床加工检测,具体介绍详见表 1。
5 、结束语
现如今普车改造数控已经成为我国普通车床发展的一个必然趋势,因此如何能够将此工作进行至最优、最好,就是广大机床制造者必须深刻思考的问题,本文就改造过程中的一些具体流程和检测事项进行了详尽的介绍,希望通过本文论述可以对我国车床发展,起到一定的帮助作用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

