



数控车床快速装夹定位技术
2022-6-21 来源:- 作者:-
一、技术要求及工艺难点
在数控车床加工中,由于工件的特殊结构或工艺要求,经常会遇到卡盘对工件夹持量小,而且需要定量夹持情况,否则卡盘与刀具发生干涉,无法完成加工。这种情况下,仅靠卡盘与工件的摩擦力固定Z轴方向,工件很容易发生Z方向的窜动,为防止Z轴窜动,一般都是直接用眼看估计数值或者用钢板尺量工件长度进行夹持,然后在卡爪里面垫上一个或多个垫片(块)进行加工,这种方式不仅夹持费力费时,而且定位不准,还存在垫块在主轴高速旋转下飞出的危险。
二、解决方案及工艺方法
通过设计一种用于数控车床的可调式定位装置及其使用方法,形成一套数控车床快速装夹定位(见图1)技术,用于特定工件的完全定位,解决卡盘对工件定量夹持时的Z轴窜动问题。
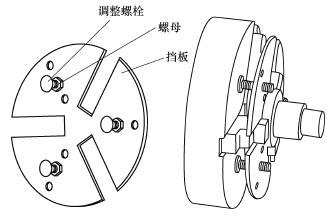
图1 数控车床快速装夹定位
数控车床可调式定位装置包括挡板、调整螺栓和螺母。挡板是有一定厚度的圆板,其上面有3 个卡爪槽,用于穿过机床卡爪(亦可以设计 4槽),卡盘的各卡爪在卡爪槽里自由滑动,挡板上有3环(9个)螺纹孔,用于与调整螺栓联接。螺纹孔设计为3环,适用于不同直径的工件加工。
调整螺栓为具备一定长度完整螺纹的细牙螺栓(也可采用其他螺栓,推荐使用细牙螺栓。细牙螺栓螺距小,轴向调节精度较高),用于调节Z轴螺距。螺母与调整螺栓配合,用于锁紧挡板,在使用时,螺母的旋向应为压紧挡板反向。螺栓的总长度要小于卡爪的长度,以避免螺栓与刀具走刀路线发生干涉。如卡爪长度为60mm,螺栓的总长度(含大头)要<55mm。螺母可以设在与螺帽同侧,也可在另一侧,螺母的作用是依据工件需要进行锁紧挡板,当挡板在调整螺栓的尾端时,螺母可以在里面锁紧,且不干涉刀具行走,使得调节的范围更大。挡板在螺栓的大头位置时,螺母便可以在另一侧锁紧。使用时,首先将3个螺母拧到3个调整螺栓上,然后将带有螺母的调整螺栓拧入挡板适合被加工工件直径的一环螺栓孔中,用钢板尺测量,通过调整螺栓至所需要的长度,然后用螺母反方向锁紧,将整个工装嵌在卡爪上,并推向卡盘,直至调整螺栓的大头端面与卡盘端面接触,然后将工件的端面与工装挡板面完全接触,卡盘对工件夹持,进而进行加工。若与尾架顶尖配合使用,夹持方法同不使用尾架顶尖一样,只不过夹持完成后,工件的另一端用顶尖顶住。
三、工艺创新点及效果
该技术实现对夹持长度有要求时Z轴的完全定位,防止因夹持量小造成的Z轴窜动;能够自由调节夹持工件直径和工件夹持长度;装卸方便,便于操作,在批量加工时,能够实现工件夹持免对刀操作,大大提高了生产效率。通过数控车床快速装夹定位技术的推广与应用,实现批量加工工件的快速完全定位,大幅节约生产时间,生产效率提升50%以上。截止到2020年12月,已累计创造经济效益107万元,2019年获中石化石油工程技术研究院院长“重要贡献奖”(局级)。该技术于2021年5月获国家发明专利授权。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

