


一种加工椭圆齿轮的数控系统研究
2018-2-28 来源:兰州理工大学 机电工程学院 作者:姚凤伟 邬再新 鄢诚挚 毅
摘 要:基于工控机和运动控制卡相结合的软硬件插补,提出一种新的实时刷新数据的方法。 根据非圆齿轮的设计理论,以椭圆齿轮为例,利用 MATLAB GUI 界面设计功能,设计出速度和传动比的图形界面,给出设计过程。 应用实例表明,这一系统界面友好,设计正确。
关键词:软硬件插补 实时刷新 椭圆齿轮 MATLAB GUI
椭圆齿轮是目前应用最广泛的非圆齿轮。 笔者基于具有视窗操作系统,利用 MATLAB 软件作为开发工具,就有效滚切加工椭圆齿轮提出一种新的方案。
1 、非圆齿轮数学模型的建立
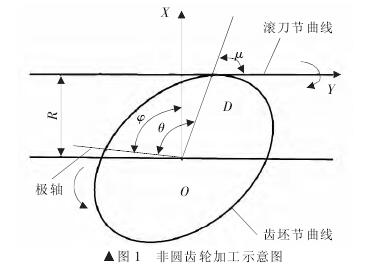
数控滚齿机加工直齿非圆齿轮必须具有以下 5 种控制运动才可以构成齿形滚切联动关系。① 滚刀自身的回转运动 ωb(主 运动 );② 滚 刀与工件中心距离的相对运动(沿 X 轴);③ 滚刀的窜刀运动(沿 Y 轴);④ 滚刀沿齿坯轴线方向的轴向运动(沿Z 轴);⑤ 工作台自身的回转运动 ωc。
直齿非圆齿轮数控滚切加工过程的运动关系如图1 所示,其中,Z 轴不参与联动。设工件节曲线的极坐标方程为 r=f(θ),r 的模记为|r|,切线与极径的夹角 μ 为:

由文献[1]可知,直齿非圆齿轮数控滚切加工的位移运动模型参数可以通过如下表述。
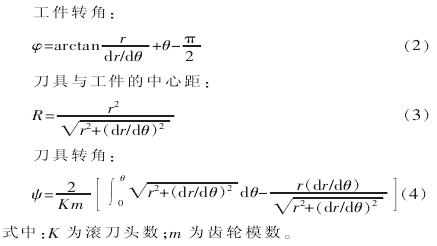
工件角速度:
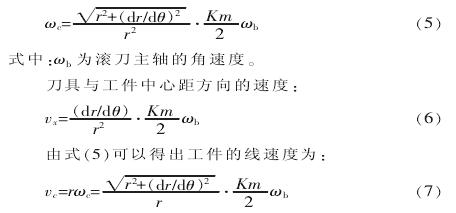
为保证滚刀和齿坯作纯滚动,滚刀和工件在 Y 轴方向的速度要一致, 故以窜刀位移补偿为例来计算滚刀 Y 轴方向的速度,即:
2 、椭圆齿轮数学模型的建立
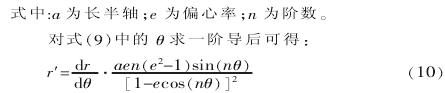
根据直齿非圆齿轮的运动模型, 以椭圆齿轮为例建立滚切加工的运动模型。 鉴于本文需要得出变传动比、各轴速度,在此只介绍速度运动模型。椭圆齿轮节曲线方程为:
由文献[1]可知,椭圆齿轮节曲线的周长计算公式为:
设计时,初步选定椭圆齿轮偏心率 e、模数 m、齿数 z,再根据椭圆齿轮节曲线封闭性要求(L=πmz),可以计算出节曲线的长半轴 a。
椭圆齿轮的速度运动模型为:
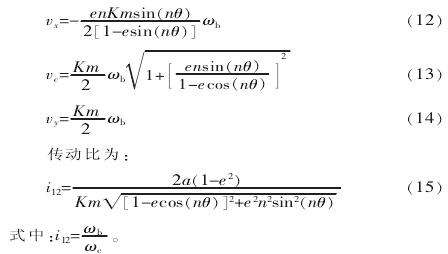
当然,在椭圆齿轮设计过程中,还需要进行凹凸性校验、压力角校验、根切校验等[3],在此就不再赘述。
3 、滚齿数控系统的软件结构
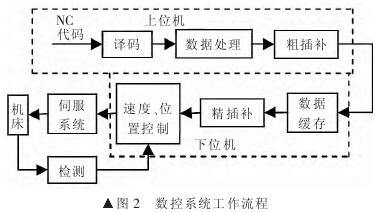
计算机数控系统是一种位置控制系统,即对输入的 NC 代码数据进行相应的处理, 然后将数据段插补出理想的刀具运动轨迹, 并将插补结果输出到执行部件。该系统的工作流程主要包括零件加工程序译码、数据处理、插补、速度和位置控制、伺服系统控制、检测等,如图 2 所示。
在 PC 内嵌 CNC 型开放式数控系统结构中,工控机利用其本身丰富的软件资源,完成非实时和弱实时任务,运动控制卡则用于实现实时性较强的任务,如速度控制、位置控制等。在插补计算功能的实现上,可以采用二次插补的方法,即上位工控机完成数据的粗插补, 下位运动控制卡完成数据的精插补,这样可以避免主机 CPU 在进行运算操作时造成计算延迟和通信延迟,在伺服更新率、执行速率、伺服算法的项数方面,都可以获得相当大的提高[5]。
加工圆柱齿轮与椭圆齿轮的不同之处是, 在滚切过程中,椭圆齿轮加工时需要实时获得刷新的数据,而圆柱齿轮是定比传动, 只要按照设定的参数加工齿轮即可。 党华甫[6]
对数控滚齿运动控制卡进行了研究,将变速比参数放在控制器中实时刷新,这样,增加了下位机进行大量数据计算时的负担, 从而导致响应速度变慢。
对此,笔者将工件和滚刀的速度及变速比等实时数据先在上位机上用函数曲线的形式表达出来, 然后通过总线将数据传输给下位机, 下位机控制卡在控制各轴运动之前, 便获取所要加工非圆齿轮的所有相关数据,不需要在控制卡内实时刷新数据,从而减轻了控制卡的负担,实现椭圆齿轮的滚切加工。
4 、人机界面设计及通信
在人机界面的设计中, 应用程序的实现需要数控系统几个基本界面 (如状态显示界面、 故障诊断界面等)的配合,除此之外,还需要增加一个子模块,即速度和变传动比的图形界面模块。
由于篇幅有限,本文只介绍图形界面模块。确 定 齿 轮 与 工 件 运 动 关 系 各 种 参 数 后 , 采 用MATLAB GUI 软件进行图形界面设计。 人机界面是人机交互的联系纽带, 应当体现出人机交互的友好性和操作的简便性。
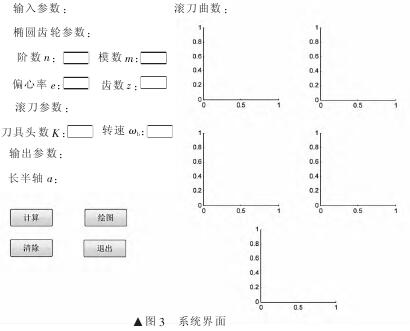
在界面设计中,主要涉及内容包括输入参数(椭圆齿轮参数和滚刀参数)、输出参数,以及输出曲线图形,如图 3 所示。
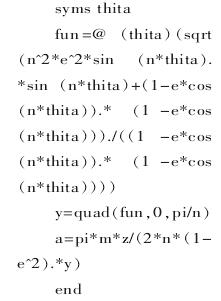
在建立好便于用户操作的人机界面后 , 在MATLAB 中调用函数以实现各按钮的功能。实现计算功能的代码如下:
function [ans]=fun(n,e,m,z)
在 MATLAB 端进行实时串行通信, 完成对运动控制卡的控制及管理功能。
为了满足控制卡的 实 时 通 信 要 求 ,达到实时处理下位机传输数据的目的, 笔者采用一种将事件中断函数写入 GUI 组 件 函 数 的 方式。
此方法编程简单,数据处理方便, 开发效率相对得到很大提高。
5、 应用实例
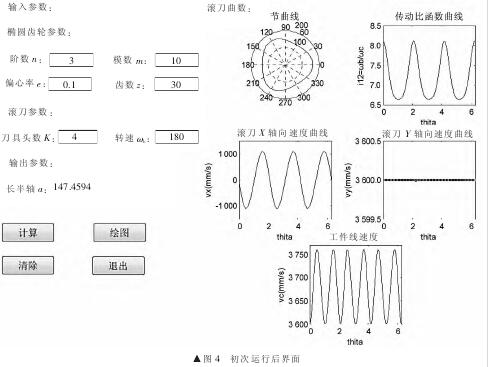
加 工 一 椭 圆 齿 轮 ,其参数为: 阶数 n=3,模数 m=10 mm,偏心率 e=0.1, 齿 数 z =30, 滚 刀 头数 K=4, 滚 刀转速 ωb=180 rad/s。打 开 MATLAB 软件,运行程序后,输入设计参数,点击计算按钮,得到输出参数, 点击绘图按钮, 得到相应的坐标函数曲线, 如图 4 所示。
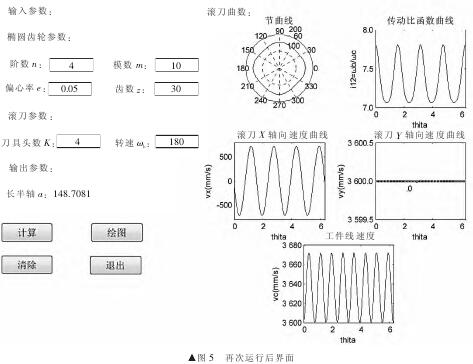
点击清除按钮,重新输 入 参 数 : n =4,m =10mm,e =0.05,z =30,K =4,ωb=180 rad/s, 所 得如图5 所示
6 、结束语
位置控制系统的好坏与插补有很大的关系, 软硬件相结合的插补是目前最好的方案。 笔者在工控机上设计一个功能模块来实现椭圆齿轮滚切加工所需的数据,可编程专用硬件插补芯片(FPGA)获取上位机的数据信息来完成精插补, 此方案类似于圆柱齿轮定传动比滚切加工,而且由上述实例可知,功能模块设计是可行的。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

