


高效加工刀具技术研究现状及发展趋势
2016-12-6 来源:上海交通大学机械与动力工程学院 作者:贺旭东 明伟伟 景璐璐 安庆龙 陈明
摘要:近年来,随着研究的不断深入,高效加工技术高效、高质量、低能耗的特点逐渐受到重视,并在航空航天领域得到广泛应用。高效加工技术包括加工机床、加工刀具和加工工艺等方面,主要从加工刀具的材料、结构设计和涂层技术3个方面进行了相应的探讨,并结合绿色环保、高效智能的要求对刀具的未来发展方向进行了展望。
关键词:高效加工;刀具材料;刀具结构设计;涂层技术;绿色环保
高效加工(High PerformanceMachining,HPM)是在保证零件精度和质量的前提下,通过对加工过程的优化和提高单位时间材料切除量来提高加工效率和设备利用率、降低生产成本的一种高性能加工技术。在某些程度上,可以认为高效加工涵盖了高速加工。在高效加工系统中,刀具是完成切削加工的工具,直接接触工件并从工件上切去一部分材料,使工件得到符合技术要求的形状、尺寸精度和表面质量。在整个加工过程中,刀具直接与工件接触,会出现严重的刀具磨损现象,因而刀具也是加工过程中的一大消耗品。刀具技术的内涵包括刀具材料技术、刀具结构设计和成形技术、刀具表面涂层技术等,也包含了上述单项技术综合交叉形成的高速刀具技术、刀具可靠性技术、绿色刀具技术、智能刀具技术等。刀具作为机械制造工艺装备中重要的一类基础部件,其技术发展又形成智能制造、精密与微纳制造、仿生制造等基础机械制造技术,以及液密气密、齿轮、轴承、模具等基础部件技术的支撑技术。
刀具在切削过程中承受繁重的负荷,包括高的机械应力、热应力、冲击和振动等,如此恶劣的工作条件对刀具性能提出了高要求。在现代切削加工中,高效率的追求以及大量难加工材料的出现,对刀具性能提出了进一步的挑战。因此,选择刀具材料、设计刀具结构、发展刀具涂层和高性能刀具技术成为提高切削加工水平的关键环节。本文从刀具材料、刀具结构和涂层技术3个方面对刀具进行了详细的讨论,并指出了刀具未来的发展方向,同时结合了环保理念,以促进先进刀具的开发,为提高制造技术水平发挥应有的作用。
高效加工刀具
1.刀具材料
刀具材料对刀具寿命、加工效率和加工质量等有着重要影响。目前,刀具材料主要有高速钢、硬质合金、陶瓷和超硬材料等。不同材料刀具的切削性能各异,应用范围也不一样。
速钢(HSS)是一种具有高硬度、高耐磨性和高耐热性的工具钢,其热处理工艺较为复杂,必须经过淬火、回火等一系列过程。高速钢合金1刀具材料刀具材料对刀具寿命、加工效率和加工质量等有着重要影响。目前,刀具材料主要有高速钢、硬质合金、陶瓷和超硬材料等。不同材料刀具的切削性能各异,应用范围也不一
样。
高速钢(HSS)是一种具有高硬度、高耐磨性和高耐热性的工具钢,其热处理工艺较为复杂,必须经过淬火、回火等一系列过程。高速钢合金
图1轮檀铣刀
硬质合金是以高硬度难熔金属的碳化物(WC、TiC)微米级粉末为主要成分,以钴(Co)或镍(Ni)、钼(Mo)为粘结剂,在真空炉或氢气还原炉中烧结而成的粉末冶金制品。硬质合金硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀,可用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。在硬质合金中加入稀土元素,可优化其切削性能。例如,添加钴元素,可使硬质合金的韧性提高,抗弯强度提高到4.3GPa,超过了普通高速钢的抗弯强度【91;添加铌、钽等稀土元素,可细化硬质合金晶粒,提高其硬度和耐磨性等。细晶粒硬质合金刀具刃口锋利,尤其适合于高速切削粘而韧的材料。图2所示是本单位设计的一款铝合金专用铣刀,它采用超细晶粒硬质合金材料,相对于传统的高速钢立铣刀,具有良好的刚性、高强度与耐磨性;刀具基体材料中钴的含量呈梯度分布,可提高刀具韧性;刃口锋利,比较适合高速切削铝合金这类粘而韧的材料,可大幅度提高铝合金薄壁件的生产加工效率。
图2加工铝合金的专用铣刀
陶瓷材料主要是离子键和共价键结合,其结合力是比较强的正负离子间的静电引力或共用电子对,所以熔点高、硬度高,具有优异的绝缘性和化学稳定性。按化学成分,陶瓷刀具材料可分为氧化物基陶瓷、碳化物基陶瓷、碳氮化物基陶瓷和硼化物基陶瓷。由于具有高的硬度、强度与耐磨性,陶瓷刀具可用来加工淬火钢、高强度优质钢、不锈钢以及各种合金钢和碳钢,还可以加工各种高硬度的合金铸铁。但是陶瓷刀具具有一个共性,就是易崩刃,故而应用范围比较局限。
聚晶金刚石(PCD)、聚晶立方氮化硼(PcBN)、立方氮化硼(CBN)、单晶金刚石等超硬材料具有极高的硬度和耐磨性、低摩擦系数、高弹性模量、高热导、低热膨胀系数,以及与非铁金属亲和力小等优点,已迅速应用于高硬度、高强度、难加工有色金属(合金)及有色金属一非金属复合材料零部件的高速、高效、干(湿)式机械切削加工行业中。天然金刚石作为超精密加工刀具不可替代的材料,应用于各种精密仪器透镜、反射镜、计算机磁盘等工件的精细(超精、纳米级)车削加工;PCD刀具与天然金刚石刀具性能接近,具有优异的耐磨性,可用来加工有色金属和非金属材料,还可用来精加工难加工材料,如硬质合金和硅铝合金。立方氮化硼(CBN)是硬度仅次于金刚石的超硬材料。它不但具有金刚石的许多优良特性,而且有更高的热稳定性和对铁族金属及其合金的化学惰性,可用于加工金刚石刀具不能加工的黑色金属及其合金材料。图3所示刀具是本单位给某汽车发动机生产线设计的一款PCD螺纹铣刀,有效解决了汽车发动机缸体零件加工过程中容易出现崩边和振动的问题,同时提高了生产效率和表面质量。相比于硬质合金螺纹铣刀,它具有更好的表面加工质量和加工精度。

图3 PCD螺纹铣刀
刀具材料性能对刀具寿命、加工效率和加工质量等有着重要影响。粉末冶金高速钢将向高致密、高均匀化、纯净化和大尺寸方向发展【9l。未来10年,硬质合金在小于O.5仙m的超细晶粒硬质合金的应用范围将大大提高,并最终向着纳米晶粒水平的硬质合金发展。陶瓷、金属陶瓷材料的增韧技术,CBN、PCD的粒度控制技术,都将成为此类刀具产业化应用的核心技术。切削技术的发展对刀具材料的高温力学性能、热物理性能、抗粘结性能、化学稳定性(氧化性、扩散性、溶解度等)和抗热振性能以及抗涂层破裂性能等提出了更高的综合要求,超细晶粒硬质合金,高强度的陶瓷、金属陶瓷以及高品质的超硬材料代表了未来的发展目标。
2.刀具结构设计
刀具结构包括刀具自身及各功能部件外部形状、装夹方式、切削刃区几何角度和截形”1。121。目前刀具设计仍以面向刀具切削性能的主导设计思路为主,从几何设计和物理设计两大方面追求刀具切削效率、刀具使用寿命以及最终工件加工质量的最优化组合。
刀具几何设计主要针对刀刃强度,刀具的容屑、断屑,刀具可靠性、安全性等基本刀具几何性能,也是刀具设计的主要突破方向。未来发展中,在结构上出现了针对难加工材料的变螺旋角设计、变齿距设计以及可降低切削振动的消振棱设计技术,而刃口钝化处理技术和负倒棱设计技术可显著提高刀刃强度,且随着微纳制造研究领域的突破逐步形成产业化技术。高速钢立铣刀采用波刃设计,切削刃具有可变的前角、后角和螺旋角,具有优异的断屑、排屑性能,特别适合加工塑性好、断屑困难的材料,如钛合金。
刀具物理设计方面目前以刀具材料性能的改善为主,并逐步开始朝着针对特定加工条件、工件材料进行定制化设计刀具物理性能的方向发展。图4所示是本单位给企业设计的一款复合台阶钻,该企业生产线以前采用的工艺是先钻再扩,需要两支钻头,采用复合台阶钻后既可一次加工成形,大幅减少换刀时间和加工时间,同时也避免了换刀造成的加工误差。另外,也可以开发更高强度和可靠性的多功能铣刀盘,通过更换铣刀片即可满足不同工况的需求,以适应智能化、自动化的发展需求。
现代刀具技术的发展,应同时满足刀具性能和绿色、低耗的要求,刀具几何设计和物理设计都趋于精细化、专用化、智能化、柔性化。在保证刀具性能的前提下,有利于实现刀具回收再利用的设计与成形技术将受到重视。此外,针对航空航天、发电设备、模具等高端制造行业需求,开发自主创新的多功能面铣刀、各种球头铣刀、模块式立铣刀系统、插铣刀、大进给铣刀等结构技术也具战略意义。
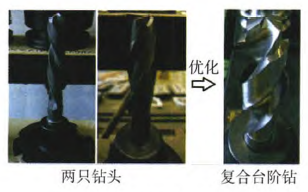
图4复合台阶钻
3.刀具涂层
刀具表面涂层以增效和延寿为目的,是将耐高温、耐磨损的材料涂覆在刀具基体材料表面。涂层作为一个化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了刀具的月牙槽磨损。涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦因数小和热导率低等特性”41。目前,常用的刀具涂层方法有化学气相沉积法(CVD)、物理气相沉积法(PVD)、等离子体化学气相沉积法(PCvD)、热喷涂法和离子束辅助沉积法(IBAD),其中以PVD和CVD应用最为广泛。
刀具的涂层技术目前已经成为提高刀具性能的关键技术。在涂层工艺方面,CVD仍然是可转位刀片的主要涂层工艺,开发了中温CVD、厚膜Al:O,等新工艺,在基体材料改善的基础上,使CVD涂层刀具的耐磨性和韧性都得到提高。CvD涂层技术的未来发展方向是高性能cVD刀具涂层工艺技术及装备制造技术,包括制备厚膜d—A120,的关键工艺技术、微粒光滑的A120,膜的制备技术;防腐真空获得系统及气体输入系统的研究开发;洁净反应源的研究及废弃(气)物后处理技术。PvD同样取得了重大进展,开发了适应高速切削、干切削、硬切削的耐热性更好的涂层,如纳米、多层结构等,从最早的TiN涂层到TiCN、TiAlN、A1203、CrN、ZrN、CrAlN、TiSiN、TiAlsiN、AlCrSiN等硬涂层及超硬涂层材料。PVD涂层技术的未来发展方向是类金刚石涂层、CBN涂层、大面积等离子涂层技术。等离子体化学气相沉积法(PcVD)是将高频微波导人含碳化物气体产生高频高能等离子,或者通过电极放电产生高能电子使气体电离成为等离子体,由气体中的活性碳原子或含碳基团在合金的表面沉积的一种涂层制备方法。等离子体对化学反应有促进作用,使等离子体化学气相沉积法可以把沉积温度降至600℃以下。在该温度下,刀具基体与涂层材料之间不会发生扩散、交换反应或相变,刀具基体可以保持原有的强韧性。
刀具涂层技术向物理涂层附加大功率等离子体方向发展;功能薄膜向着多元、多层膜的方向发展;并研究集硬度、化学稳定性、抗氧化性于一体且具有低内应力和高附着力的薄膜制备技术。图5(a)为多层涂层,其内层的TiCN与基体有较强的结合力和强度,中间的A120,作为一种有效的热屏障可允许有更高的切削速度,外层的TiCN保证抗前刀面和后刀面磨损能力,最外一薄层金黄色的TiN使得容易辨别刀片的磨损状态;图5(b)中纳米涂层与传统涂层相比,具有超硬度、超模量和高红硬性效应,而且显微硬度可超过40GPa;图5(c)纳米复合结构涂层(nc—Til《AkN)/(Ⅸ一si,N。)在强等离子体作用下,纳米TiAlN晶体被镶

图5刀具的涂层技术
嵌在非晶态的si,N。体内,当TiAlN晶体尺寸小于10nm时,位错增殖源难于启动,而非晶态相又可阻止晶体位错的迁移,即使在较高的应力下,位错也不能穿越非晶态晶界。这种结构薄膜的硬度可以达到50GPa以上,并可保持相当优异的韧性,且当温度达到900—1100℃时,其显微硬度仍可保持在30GPa以上。
CVD和PVD涂层工艺技术和装备水平将得到进一步提升和产业化。复合、梯度、多层、纳米多层、纳米复合结构涂层及薄膜多元化、个性化、涂层晶粒大小可控化等性能可定制的涂层(如高速干切削复合涂层技术)将逐步产业化。另一方面,针对废旧刀具回收利用的退涂技术Il71、重涂技术也将由于绿色环保逐步得到重视。此外,刀具软涂层方向的自润滑刀具作为能够实现干切削、准干式切削(MQL)的技术途径之一已经受到重视。
刀具技术发展趋势
1.面向绿色切削的刀具技术
绿色切削是现代切削加工中以环保低耗、节约资源为目标的一项综合刀具技术,以干切削和MQL切削的相关刀具技术为代表Il 91。绿色切削贯穿在刀具材料制备、刀具结构设计与成形、刀具表面涂层、刀具应用、废旧刀具回收利用的整个刀具全寿命周期。绿色刀具设计的关键技术主要包括绿色材料选择技术、面向可拆卸设计技术、面向可回收设计技术¨91。例如,内冷孔刀具利用高压气体(于冰、液氮)降温,代替了传统的切削液,实用环保;金刚石制备工艺复杂、成本高,切削过程中会产生二氧化碳,而氮化碳的化学惰性和稳定性高于金刚石,硬度与金刚石也非常接近,可研究开发氮化碳薄膜替代金刚石。
2.面向高可靠性的刀具技术
高可靠性刀具技术是涉及刀具材料、刀具表面涂层、刀具结构、刀具监测、刀柄、刀具安全技术等各项基础技术的一项综合技术。在追求高速、高效的制造业大背景下,刀具技术不断获得新突破,但如何能在高速、高效加工过程中实现高可靠性成为行业挑战∞l。在高效加工过程中,材料去除率较大,要求刀具具有优良的耐高温、耐磨损和高强度、硬度等性能,即刀具需具备较高的耐用度。而耐用度与刀具的材料、结构、切削参数和加工对象有关,故而需要设计专用刀具,实现针对不同的材料和场合采用不同型号的刀具。
3.面向新的工程材料的刀具技术
以复合材料为代表的新的工程材料的不断涌现,对切削加工提出了新的挑战。复合材料由于高的比强度、比刚度特征以及材料可设计性等优良性能,已成为当今大型飞机的主要结构材料之一。例如,具有代表性的CFRP复合材料,加工时材料是剪切去除的,不同于金属的挤压去除原理,因而需要研发新的刀具技术来加
碳纤维复材。在CFRP制孔过程中,除传统金属材料制孔缺陷(孔的尺寸、圆度、位置、垂直度误差等)外,还有复合材料结构特有的缺陷,主要表现为:人口剥离分层、出口分层、层间分层、撕裂与毛边、孔周表面纤维抽出等,其中分层现象是最主要的制孔缺陷。在未来20年,复合材料的孔加工、铣削加工都是必须解决的关键制造技术难题。此外,^y钛合金、铝锂合金以及它们与复合材料形成的各种叠层材料,也对刀具技术提出了新的个性化要求口”。
结束语
刀具的切削性能是刀具材料、几何结构和涂层相互组合的结果,新材料、创新的结构设计和涂层能够促进刀具性能的改善。当下时期,我国正处于由制造大国向制造强国过渡的转型期,研发先进切削刀具具有重要的战略意义。只有不断推出先进的刀具设计、制造技术,发展高性能、高可靠性的切削刀具,才能满足国家制造业的需求,促进国家制造业的成功转型。我国的刀具制造技术仍然与先进国家存在很大的差距,研究刀具技术迫在眉睫,特别是基础材料和结构创新,需要突破传统思维,大胆创新,寻求刀具技术的新出路。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

