



轧辊深孔加工工艺研究
2015-11-12 来源:宝钢轧辊科技有限责任公司 作者:王进义
摘要: 由于目前在机加工行业内加工高精度深孔是一个很大的难题,没有一种很好的解决办法,通常的加工办法往往加工效果差,精度低,因此,本文介绍了一种轧辊生产过程中高精度端部深孔的加工工艺方案,对如何选择机床设备、定位基准和装夹方法、工艺规程及参数的选择以及内孔尺寸公差的测量方法进行了详细的介绍,解决了一些加工工艺难题,和加工深孔的难题。
0 引言
在普通钻床、车床、镗铣床上加工,大孔采用车床或镗床先进行钻加工、然后进行镗加工。通常讲的深孔一般是指长径比大于10 的孔,而对于长径比大于50mm 的深孔而言由于受到加长钻头刚性的影响,在加工过程中要保证加工的不偏心实现起来有很大的困难。
1 轧辊深孔的加工
1.1 深孔加工的特点
孔加工的几大问题:排屑、散热和导向问题,主要表现在:
①钻孔时不能直接观察刀具的切削状况,工作过程中只能凭借听声音、看切屑、摸振动等外观现象来判断切削过程是否正常;
②孔的长径比大、钻杆细而长、刚性低、易振动、钻孔易走偏,因此,支撑及导向十分重要;
③切削热不易散出,工作条件恶劣,必须采用有效的冷却方式。
1.2 轧辊深孔加工难点分析
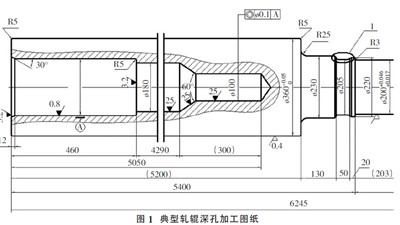
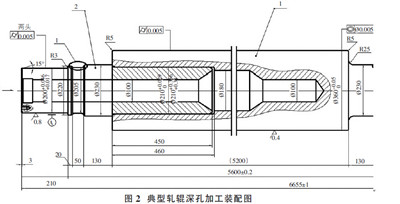
工件深孔如图1 所示,材料为H13 锻钢,成品重量3555kg,装配图如图2 所示,出口产品。设计要求:孔深5050mm 由三个台阶孔组成,最外端内孔粗糙度Ra0.8,里面两深孔为60 度锥面连接,同轴度准0.1mm,装配深度450mm,装配间隙端部塞尺0.1 塞不进,过盈量0.28-0.35mm。针对这种总长较长,长径比大、同轴度要求高的精密产品,加工此种产品的难度如下:
①轧辊吨位较重长度较长装夹定位困难;
②内孔较深,粗糙度Ra0.8,同轴度≤准0.1mm;
③装配过盈量0.28 -0.35mm, 装配辊颈部分长450mm,必须保证装配面的圆柱度
④辊身淬火,因此热装时温度不能高于回火温度,增加了装配的难度,同时对孔的尺寸精度要求提出了更高的要求。
在此种情况下,加工此类深孔对位置及加工效果要求较高,加工难度大,为此本文进行了详细的分析和探索,制定了切实有效的加工工艺方案。
1.3 加工设备的确定
如何正确选择加工设备是保证加工质量很重要的环节,加工设备的选择是否得当,对于产品的加工质量,生产效率有很大的影响。该辊内孔如在车床上加工难度较大:工件较长,装夹困难,易变形,需多中心架支撑,并需要设计辅助工装;刀杆处于悬臂状态,刚性差,加工时会产生振动和让刀现象;加工两内孔锥度连接面时加工难度较大。综上所述,选择车床加工,不但操作复杂,生产效率低,加工质量无法保证。因此,为缩短加工工序步骤,前期粗镗孔可采用车床加工,最终工序需采用数控镗对内孔进行精加工。鉴于以上状况,结合宝钢轧辊科技有限责任公司设备及工件特点,确定最终孔的加工选择在TK6916 数控镗床上加工。
1.4 加工工艺措施
最优工艺方案的选择就是确定一条达到产品质量的最低成本或最少加工时间的工艺路线。要达到图纸设计要求,首先必须从工艺上保证工件的加工精度。如何在多种加工工艺路线中选择一种最优方案是本文关注的问题。
1.4.1 孔的加工工艺规程
①产品半精车后在车床上进行钻导向孔准100 深100mm;
② 按图纸要求用深孔钻进行钻深孔准100、准180 及圆锥过渡部分;
③车床上镗孔准210(0,+0.029)至准200,深475mm,车出圆角R5;
④实配闷头,并进行粗磨、淬火、精车等工序;
⑤拆除闷头,以外圆为基准,对准210(0,+0.029)孔进行精镗加工;
⑥检验内孔尺寸及粗糙度等保证满足图纸要求。
1.4.2 精镗孔时工件的定位与装夹
轧辊在镗床工作台上初步定位之后,以镗床主轴为基准进行找正,确定工件与镗床之间的相对位置,找正用百分表测试的方法控制工件在水平方向和垂直方向的误差,一般控制在0.02mm 以内。轧辊找正定位后,为了减少变形和夹紧力,采用压板将轧辊加紧固定,在安全可靠的前提下,大大减少了加工时的振动,提高了加工精度。
1.4.3 切削参数的选择
为了避免内孔产生圆柱度超差,且内孔无法采用磨削加工,因此,采用高速镗削的方法,切削过程中保证切屑和加工表面的塑性变形小,并提高了表面的加工粗糙度。内孔加工是连续切削,因此采用YT15 钨钴钛类合金刀具进镗加工时需先进行粗镗加工,粗加工后需根据外圆检验镗杆是否发生了移动,检验无变化后进行最终的精镗加工,为了避免因为温度的变化影响加工精度,内孔精镗的最后一刀最好在环境变化较小的晚上进行,并一次性连续走刀加工完成。
1.4.4 冷却润滑
冷却润滑液在深孔加工中主要起冷却、润滑、冲刷、减振和消声的作用。加工中产生的切削抗力,消耗很多的能量,而且其切向和径向分力作用在导向块上,与孔壁产生较大的摩擦力,都转化为很多的切削热,这些热量主要靠冷却润滑液把它带走。冷却润滑液在导向块与孔壁之间建立起液压支撑,可降低导向块的摩擦,减小功率消耗。冷却润滑液的冲刷作用,是靠一定的压力和流量的冷却液将切屑由切削区冲刷出来,实现排屑作用。由于在工作区内部充满了一定压力的油液,能减弱由切削运动和摩擦作用所产生的振动和噪音。
1.4.5 尺寸测量
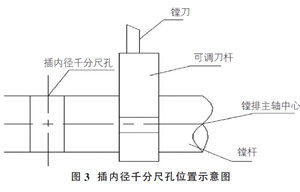
在加工完成后测量内孔尺寸时,如果不抽出镗杆,内径千分尺无法测量,若抽出镗刀杆,测量后需要重新找正,很不方便。可采用在镗排上过镗杆中心位置钻一安装内径千分尺的孔,使内径千分尺延长杆能插进去,如图3 所示使用时,只要将将内径千分尺插入镗杆上径向孔内,移动工作台,固定测头接触产品内孔,用于转动微分头接触内孔,紧固微分头,然后拿出,便可准确测量内孔的实际尺寸。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

