



一种新型模具加工自动化设备设计
2019-6-25 来源:安徽机电职业技术学院 作者:杨 磊
摘要:设计了一种新型的模具加工自动化设备,其基本结构包括箱体和第一支柱,箱体的底端左右两侧均安装有第一支柱,箱体的内部顶端安装有第一套筒,第一套筒的内部设有顶杆,顶杆通过拉伸弹簧与第一套筒相连,箱体的顶端右侧安装有料箱,箱体的内部中间右侧设有滑道。该模具加工自动化设备,通过滑块和料箱的配合,能够省去手动上料的操作,降低了人员的工作强度;通过第一转轴和滑杆的配合,能够使滑块自动将板材原料推动到冲压模具的底端;通过第二转轴和顶杆的配合,能够使上料后机器自动运转将板材原料依次加工,省去了人员时刻看守的时间。使单个人员都可以操控多台机器,最终提高产品质量和生产效率。
关键词:模具加工;自动化设备;支柱;料箱;套筒
1、引言
现有加工设备结构单一,成型加工仍然是有多道工序,先切好大小合适的下料块,然后将下料块一块一块地放入模具中压制成型,取出后放入整形模具中整形,然后还要经过冲孔工序和切边工序处理,各个工序独立进行,需要的设备多,控制精度不够,自动化程度不高,投入人力操作较多,效率低下。 例如申请号为201521118989.2的专利,包括在机器外壳内部的底 部设有升降机构控制电机,该专利通过多个不同的电机作为动力元件,使该模具加工设备的成本大大增加,但其通过皮带作为传动元件,由于皮带的弹性滑动是不可避免的,会使传动距离产生误差,如不及时进行调整,会使误差逐渐的变大,从而影响加工操作的进行。
且通过送料气缸和旋转卡盘,无法精确控制原料摆放固定的位置,使原料被加工的位置出现偏移,影响加工精度,降低了成品的质量。同时每台机器需要配备一名工作人员看管,无法实现每人操控多套机器的自动化生产,无法满足客户的需求。
2 、总体设计方案
2.1 总体结构设计
本文目的在于设计了一种模具加工自动化设备,以解决上述背景技术中提出的问题。提出如下技术方案:一种模具加工自动化设备,包括箱体和第一支柱,箱体的底端左右两侧均安装有第一支柱,箱体的内部顶端安装有第一套筒,第一套筒的内部设有顶杆,顶杆通过拉伸弹簧与第一套筒相连,箱体的顶端右侧安装有料箱,箱体的内部中间右侧设有滑道,料箱贯穿箱体与滑道相连,滑道的内部设有滑块,滑块的底端安装有滑杆,箱体的内部右侧底端安装有第一转轴,第一转轴的外壁右侧套接有第一齿轮,箱体的右侧安装有电机座,箱体的内部顶端安装有第二转轴,第二转轴的外壁左右两侧分别套接有第二齿轮和第三齿轮,顶杆的顶端安装有齿条,齿条与第二齿轮啮合相连,电机座的正面安装有电机,第二转轴贯穿箱体与电机相连,滑道的左侧上下两侧均设有第二套筒,第二套筒通过第二支柱与滑道相连,第二套筒的内部顶端设有卡杆,卡杆通过第一压缩弹簧与第二套筒相连(如图1~4所示)。
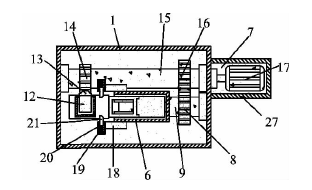
图1 总体结构示意图
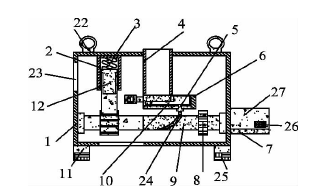
图2 箱体内部俯视结构示意图
图中:1、箱体,2、第一套筒,3、拉伸弹簧,4、料箱,5、滑杆,6、滑道,7、电机座,8、第一齿轮,9、第一转轴,10、滑块,11、第一 支 柱,12、顶 杆,13、齿 条,14、第 二 齿 轮,15、第二转轴,16、第三齿轮,17、电机,18、第二支柱,19、第一压缩弹簧,20、第二套筒,21、卡杆,22、挂环
,23、观察窗,24、走珠,25、橡胶垫,26、散热窗,27、电机罩,28、第二压缩弹簧,29、压板,30、挡板,31、直导柱。
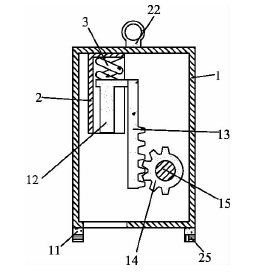
图3 齿条侧面剖视结构示意图
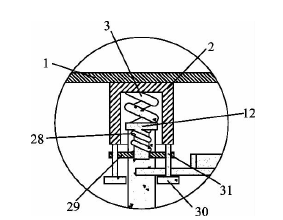
图4 第一套筒内部结构示意图
2.2 优化结构设计
设计细节还包括顶杆的底端设有压板,压板通过第二压缩弹簧与顶杆相连,杆贯穿压板,第一套筒的底端左右两侧均设有挡板,挡板的顶端安装有直导柱,直导柱贯穿压板与第一套筒相连;箱体的顶端左右两侧均安装有挂环;箱体的内部左侧顶端设有观察窗;第一支柱的底端安装有橡胶垫;滑杆的内部底端安装有走珠;电机座的顶端安装有电机罩;电机罩的正面右侧设有散热窗。
3 、工作原理
3.1 优化结构原理
根据图1~4结构,本文提出了一种模具加工自动化设备技术方案,能够自动对板材原料进行上料加工。包括箱体1和第一支柱 11,箱体1的底端左右两侧均安装有第一支柱11,第一支柱11的底端安装有橡胶垫25,橡胶垫25起到减小机器抖动的作用;箱体1的顶端左右两侧均安装有挂环22,挂环22方便工作人员通过机械将机器进行运输;箱体1的内部左侧顶端设有观察窗23,观察窗23方便工作人员观察加工的进程。
3.2 实施过程
箱体1的内部顶端安装有第一套筒2,第一套筒2的内部设有顶杆12,顶杆12通过拉伸弹簧3与第一套筒2相连,顶杆12向下移动对板材进行冲压加工,在拉伸弹簧13的拉力下使其返回原位置,拉伸弹簧13的弹性系数为5N/cm,箱体1的顶端右侧安装有料箱4,将板材原料依次层叠的放入料箱4中,箱体1的内部中间右侧设有滑道6,料箱4贯穿箱体1与滑道6相连,滑道6的内部舍有滑块 10,最底端的原料板材落在滑块 10的的顶端左侧的卡槽中,滑块10的底端安装有滑杆5,滑杆5的内部底端安装有走珠24,走珠24能够减小滑杆5与第一转轴9中的滑槽之间的摩擦力,增加滑杆5的使用寿命,箱体1的内部右侧底端安装有第一转 轴9,滑杆5沿第一转轴9内部的滑槽滑动,转轴9每转动一圈带动滑块10在滑道6的内部左右往返运动一次,第一转轴9的外壁右侧套接有第一齿轮8,箱体1的右侧安装有电机座7,电机座7的顶端安装有电机罩27,电机罩27能够隔绝噪音,防止过多的噪音产生噪音污染,电机罩27的正面右侧设有散热窗26,散热窗26能够将电机罩27内部多余的热量排出,防止损坏电机,箱体1的内部顶端安装有第二转轴15,第二转轴15的外壁左右两侧分别套接有第二齿轮14和第三齿轮16,顶杆12的顶端安装有齿条13,齿条13与第二齿轮14啮合相连,第二转轴15每转动一圈通过第二齿轮14带动齿条13向下移动一次,使顶杆12向下移动对板材冲压一次,由于第二齿轮14为半齿轮,所以第二齿轮14每转动到后半圈时与齿条13分开,电机座7的正面安装有电机17,电机17的型号为 H3H12/H3SH13,外接电源为220V 交流电,第二转轴15贯穿箱体1与电机17,电机17带动第二转轴15转动,从而使第二转轴15带动第二齿轮14和第三齿轮16转动,滑道6的左侧上下两侧均设有第二套筒20,第二套筒20通过第二支柱18
与滑道6相连,第二套筒20的内部顶端设有卡杆21,卡杆21通过第一压缩弹簧19与第二套筒20相连,当滑块10向右移动时在第一压缩弹簧19的压力下推动卡杆21卡住板材原料使其离开滑块10,当滑块10再次向左移动将卡杆 21顶动,使板材原料掉落到箱体 1底端的开后处被排出,顶杆12的底端设有压板 29,压板29通过第二压缩弹簧28与顶杆12相连,第二压缩弹簧28的弹性系数为5N/cm,顶杆12贯穿压板29,第一套筒2的底端左右两侧均设有挡板30,挡板30的顶端安装有直导柱31,直导柱31贯穿压板29与第一套筒2相连、顶杆12向下移动带动压板29沿直导柱31向下移动,压板29压在滑块10上,将板材原料固定住,同时也防止顶杆12的冲裁力过大使原料变形,然后顶杆12续向下移动对板材进行加工,滑块10与挡板30搭接相连,防止顶杆12的压力过大使滑块10变形,影响其使用寿命。将板材原料依次层叠的放入料箱4中,最底端的原料板材落在滑块10的顶端左侧的卡槽中,接通电机17的外接电源,电机17开始工作,电机17带动第二转轴15转动。从而使第二转轴15带动第二齿 轮 14和 第 三齿轮16转动,第三齿轮16通过第一齿轮8带动第一转轴9转动,滑杆5沿第一转轴9内部的滑槽滑动,转轴9每转动一圈带动滑块10在滑道6的内部左右往返运动一次,将落在滑块10顶端左侧的板材原料不断的向左推动,板材原料向移动将卡杆21推动回第二套筒20的内部,第二转轴15每转动一圈通过第二齿轮14带动齿条13向下移动一次,使顶杆12向下移动对板材冲压一次,由于第二齿轮14为半齿轮,所以第二齿轮14每转动到后半圈时与齿条13分开,在拉伸弹簧3的拉力下使顶杆12返回原位置,当滑块10向右移动时在第一压缩弹簧19的压力下推动卡杆21卡住板材原料使其离开滑块10,当滑块10再次向左移动将卡杆21
顶动,使板材原料掉落到箱体1底端的开后处被排出。
4 、结语
这种新型的模具加工自动化设备与原有的技术相比创新之处在于以下几个方面。
(1)该模具加工自动化设备,通过滑块和料箱的配合,能够使板材原料不断的落在滑块顶端的卡槽中,省去了手动上料的操作,降低了人员工作强度。
(2)通过第一转轴和滑杆的配合,能够使滑块自动将板材原料,推动到冲压模具的底端,省去了人员放置原料的步骤,避免了由于放置位置不精确,导致冲压的位置不够精确。从而提高了加工的精度和质量。
(3)通过第二转轴和顶杆的配合,能够使上料后机器自动运转将板材原料依次加工,省去了工作人员时刻看守,使工人可以同时操控多台机器,提高生产效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

