



新型通用数车组合夹具的设计
2024-4-11 来源:中国航发北京航科发动机控制系统科技公司 作者: 马凡 白金民
【摘要】: 在小批量科研生产过程中,为解决数控车床使用组合夹具加工异型工件时,被加工工件定位面和车床主轴平行,不同轴及因夹具夹紧变形而产生的工件超差问题。通过增加弯板工装调整机构和提高夹具结构刚性的方法,设计一种新型可调组合夹具。生产实践证明,夹具结构设计合理,能有效保证工件的加工精度,实用性强。
【关键词】: 数控车床 ;可调组合夹具 ;异型零件
数控车床夹具主要是指安装在数控车床主轴上、并带动工件一起随主轴旋转的夹具。数控车削加工要求夹具具有较高的定位精度和刚性,同时还能便于在机床上迅速安装和拆卸。其中最常见的通用夹具为各种卡盘夹具,适用于盘类工件和短轴类工件的加工。对于一些外形较复杂且不规则的特殊工件的装夹,常常采用设计制造专用夹具的方法。但专用夹具通用性不强,设计制造和安装调试的周期都比较长,在小批量科研试制加工过程中,通常使用通用夹具组合使用,完成壳体类、非轮盘类工件的孔、槽和螺纹等的加工,并且很好地解决各种异型工件的装夹定位问题。
1. 问题的提出
在数控车床上精加工某异形工件侧孔时,根据工件的外形特征和加工要求分析,采用通用卡盘和花盘夹具无法装夹此类异型工件,需要设计专用弯板夹具。此工件为铝合金锻件,该车削工序为精加工结构孔,之前的工序已将工件底面及底面定位孔加工完毕(图 1)。本工序需要对深孔及其端面进行车削加工。侧孔为结构孔,侧孔的孔径公差、轴线与底面形位公差要求高。
图 1 待加工零件
根据常规的数控车床夹具设计原则,专用夹具应首先应保证装夹工件时,被加工孔的轴心线和数控车床主轴的旋转轴线重合,同时满足夹具在数控车床上的定位和夹紧要求。但设计制造的数车专用夹具,存在设计繁琐、制造周期长、通用性差、成本高等诸多问题,不适合小批量科研试制产品的加工。该工件属于小批量科研试制,工件的整体加工周期无法满足数控车床通用夹具的设计制造周期,针对以上原因,需要使用传统组合夹具,该类型组合夹具具有结构简单,制造成本低的优点。但在实际使用时发现一些缺点:①需要反复计算零件中心高、底座工装厚度以及弯板高度、确认弯板与花盘的连接位置 ; ② 需要反复调试中心高度、X 轴位置,保证工件中心与数车主轴重合 ; ③ 工件质量大,弯板刚性和强度无法保证孔径尺寸公差和形位公差。
为了解决小批量科研试制产品数车夹具的制造问题,需设计一种回转轴线位置可调整、安装容易及保证强度的通用数车组合夹具。
2. 问题的分析
① 根据该类型数车专用夹具的结构分析,在设计制造组合数车夹具时,首先需要根据数车花盘大小、弯板的厚度和长度、零件定位面与待加工孔的中心高 H1、定位工装的厚度 H2 以及数车主轴旋转的最大安全直径,如(图 2)所示,判断组合夹具的可行性,即在满足数车主轴安全的最大旋转直径下,零件中心高 H1 与工装板厚度H2 之和 H3 等于弯板垂直面与主轴中心距离 H,若 H3 大于 H,需要改变弯板厚度或者改变零件定位底板厚度,反之该类型组合夹具无法使用。

图 2 中心高 图 3 弯板位置确定
② 当 H3 小于 H 时,需要根据中心高 H 和定位工装定板,如(图 3)所示,确定弯板和定位工装定板的安装位置,由于花盘规格固定,需要确定两个方向的位置,在反复安装调试过程中,对工艺员和操作人员技能水平,要求较高。
③ 加工过程中,当零件质量较大时,受弯板工装强度以及主轴旋转离心力的作用,弯板发生较大变形,零件待加工孔与定位面位置的位置公差以及待加工孔的圆柱度无法得到保证。
3. 异型工件的通用组合夹具设计
3.1 设计目标
针对此类异型工件的加工,设计一种新型回转轴线位置可调整的数控车床通用组合夹具,改变传统通用组合夹具的设计缺陷,增加夹具调整的灵活性,避免因零件质量过大问题导致的被加工孔轴心线和数控车床主轴旋转轴线不重合而产生超差报废的情况,保证工件加工精度。需要增加夹具的结构刚性,同时尽可能使夹具的安装操作更加方便省时。
3.2 设计思路及实现方法
改进后的新型数车通用组合夹具首先要满足数车花盘与弯板的自由连接,分析弯板在数车花盘纵向和横向的的调整,可以利用自制通用弯板与弯板,通过螺栓连接,其次,利用新型组合夹具,在数车主轴旋转的最大安全直径下,尽可能的增大数车可加工零件中心高尺寸,可以设计制作自制三面弯板,通过弯板的内外两面,增加零件最大中心高限制,最后,增加弯板的强度,可以在自制弯板,利用焊接肋板和自制连接,保证弯板的强度。
根据以上考虑,新型数车通用组合夹具设计分以下 2 个步骤 :
① 自制连接花盘 : 设计制作自制连接花盘,花盘利用阿基米德螺线弦线分布加工 108 个螺纹,如图 4 所示。 通过花盘上弦线分布螺纹,基本可以实现弯板和花盘的自由连接。
② 自制弯板 : 设计制作自制弯板,该弯板具有较高的形位公差,不仅满足传统的外 L 直角面,内 L 直角面也与定位工装板连接,弯板内开槽,方便与弯板连接,其次通过内角肋板的焊接,保证弯板的强度,最后通过调整两面拉紧螺栓,保证零件最终的加工精度,如图 5 所示。
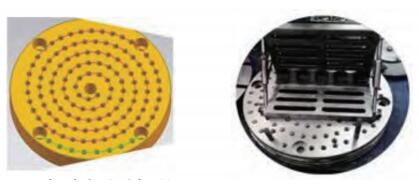
图 4 自制连接花盘 图 5 自制弯板
4. 结语
在生产实践中证明,本文所研制针对数控车床车削异型工件的回转轴线位置可调整的数控车床通用组合夹具结构设计合理,简单巧妙,操作方便,可根据需要中心高调整应用的组合夹具,保证了工件加工精度,有效解决了异型工件在数控车床上的加工问题,并且方便拆装,实用性强,提高生产效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

