



空间凸轮在刀库和自动换刀装置中的设计和加工工艺
2024-1-30 来源:空间凸轮 刀库 自动换刀装置 加工工艺 作者:卞泽宇
摘 要:主要针对空间凸轮在刀库和自动换刀装置中的设计原理进行分析,并对其加工工艺设计和参数计算进行了详细的描述,此次研究不仅能够让换刀装置的加工效率得到提升,而且还能让加工工艺体系得到优化。
关键词:空间凸轮 刀库 自动换刀装置 加工工艺
引言
近年来,随着我国机械化水平的不断发展,性能优越的传动机构出现在国内市场。其中最为突出的便是弧面凸轮机构。我国的弧面凸轮机构经过一定程度的改进,在加工制造方面主要采用范成法技术。通过对加工不同型号的弧面凸刀具进行精确的数值法求解,并对计算结果进行对比分析,最终确定加工不同型号的弧面凸轮的专用数控机床的工作台的转角大小。
1、空间凸轮在刀库和自动换刀装置中的设计基础
1.1 空间凸轮在刀库和自动换刀装置的设计方式
目前,弧面凸轮的主要的加工方式有三种:二轴联动加工、四轴联动加工、以及五轴联动加工。我国对弧面凸轮的加工机床是专门进过改造的针对弧面凸轮的专用加工机床。其中的代表机床是山东轻工业学院研发的五坐标数控机床。这种机床主要针对空间弧面凸轮的加工,其优势在于机床可采用小中心距对大中心距的弧面凸轮进行加工。
在磨削加工方面,我国摒弃了外国的五坐标磨削的加工方式,经过国内专业人士的自主研究,最终陕西科技大学研制了 QMT 型短外伸端高速气动磨头,这种精密装置对孤眠凸轮的磨削在磨具的选择上,主要采用聚晶立方氮化硼磨砂。其优势在于磨削的凸轮轮廓精度可达到 0.002 mm。但是,该装置在进行范成法磨削的过程中,由于砂轮与滚子的半径相同,在磨砂过程中容易出现相互干涉的现象。其次,机床主轴的震动幅度相对较大,在加工表面的热效应性能差[1]。
由此可以看出,采用范成法对凸轮廓进行磨削操作时,如果砂轮与滚字的半径相同,如果是凹槽式的凸轮廓面的话会造成砂轮在磨削过程中被挤碎的概率变得特别大,加工表面的热效应降低,机床的主轴的震动大。
1.2 空间凸轮在刀库自动转换设计体系的优化
凸轮廓面在磨削加工时利用范成法,选用的砂轮和滚子半径相同,因为凸轮廓面的凹槽式结构,砂轮在加工过程中非常容易被挤碎;还会烧伤表面;如果两边的余量不均匀,则易使砂轮进行偏移;砂轮半径得不到有效的补偿,其磨损将会对加工精度造成很大的影响。所以,行星式的磨削方法成为比较先进的磨削方式。为了对生产方式进行升级,国外新型的五坐标数控磨床,采用了行星式磨削工艺,弥补了普通磨削过程中的许多不足,再也不需要多次更换砂轮。
此外,弧面凸轮机也值得被我们注意和研究。在这一方面,我国起步较晚,在加工制造方面主要采用的还是范成法。
2、空间凸轮在刀库和自动换刀装置中的工艺设计
目前空间凸轮主要采用与滚子在动件曲面几何特征参数一致的工具,采用范成法来进行弧面凸轮廓面的加工,也就是说,刀具主轴的运动轨迹和滚子的运动轨迹一样。铣削和磨削是弧面凸轮加工的两个步骤。在铣削加工完成之后,还要对凸轮零件来进行磨削加工。这两个步骤的走刀轨迹一致但是凸轮加工尺寸有变化,所以这两个步骤需要各自进行不同的胎具装卡[2]。
2.1 弧面凸轮廓面工艺模型设计
2.1.1 坐标系的选取方法
弧面凸轮机构上建立四组指教坐标系。一般情况下,其可以利用平面体系结构进行确定。其弧面凸轮廓运动轨迹坐标如下页图 1 所示。
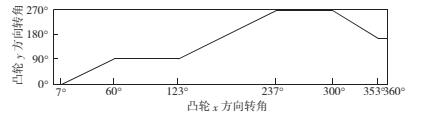
图 1 弧面凸轮廓运动轨迹坐标图
结合上面的坐标体系结构,我们大致可以从两个方面进行分析。其分别为连定坐标与机架坐标的体系结合。
1)与机架相连的定坐标系 S-XYZ,X 轴沿转盘转动中心和凸轮中心的连线,X 轴与 Y 轴组成的平面平行。Z 轴与转盘的转动轴线是重合的,按右手法则知道 Z 垂直纸平面向外。
2)与机架相连的定坐标系 S-XYZ,坐标系 S 的原点 O 与凸轮的中心重合,Z 轴与凸轮轴线重合,Y轴按右手法则确定。
2.1.2 出刀入刀以及出刀角的机械运动分析
间歇传动是弧面凸轮机的传动方式,在弧面凸轮匀速旋转的时候,分度段轮廓推动滚子让从动盘转动。当凸轮运转到停歇阶段时,在转盘上的两个相近的滚子跨夹在凸轮的环面突脊上面。这时候从动盘就会停止转动。如图 2 所示,从动件在第一个分度期的以 90°的位置进行位移,在此期间滚子 2 在从动盘滚子和弧面凸轮运动期间分离出来,然后滚子4 在这个时候进入从动盘滚子和弧面的凸轮之间。
至此形成一个出刀角和一个入刀角。在第二期的位移中,位移的角度呈现 180°,啮合运动中 1 和 4 作出刀,3 和 2 作入刀。最终形成两个入刀角和两个出刀角。
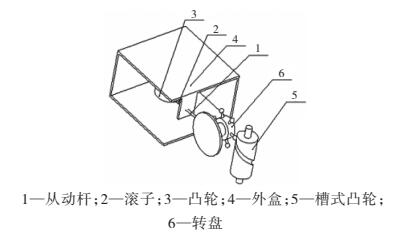
图 2 弧面凸轮机结构示意图
2.2 弧面凸轮廓面加工工艺设计
在进行整体的加工过程中,其通常需要对凸轮面的体系结构进行分析。然后对刀架的整体旋转度进行不同程度的变化。一般情况下,其第一分度期与第二分度期的数值有一定的共同性,在第三分度期的运动过程中,动件的位移位置是 -90°方向,啮合运动的过程中 2 做出刀,4 做进刀。最终形成一个入刀角和一个出刀角。根据上述所得,当一个弧面凸轮做完一个运动周期便会形成四个入刀角和四个出刀角。因此,我们在计算时需要将八个角全部进行计算,最后选择最大的角度作为机床工作台的转角[3-4]。
3、空间凸轮在刀库和自动换刀装置中的参数计算
3.1 出刀入刀以及出刀角的计算分析
成法加工方式的作为经常使用的操作加工方式,其工作原理采用与滚子相同尺寸的刀具进行加工,形成与滚子轨迹相一致的刀具轨迹,最后通过对刀具的运动轨迹来研究滚子的运动规律。因此在实际计算分析的过程中,我们可以将刀具假设为不同的滚子和凸轮廓面的啮合,在进行加工的过程中便可以对刀具切入和切出的位置进行精准定位。为了保障零件轮廓的过渡的平滑性,刀具在切出和切入的过程中应该沿着轮廓切线的方向进行。在实际的加工过程中,难点在于计算刀具进入工件的切入角以及切出时的切出角。这两个角度的确定直接关系到加工凸轮的专用数控工作台转角参数的大小。
3.2 空间凸轮在刀库和自动换刀装置中的几何参数确定
空间凸轮在刀库和自动换刀装置中的几何参数确定时,需要结合整个装置的运动情况进行全面分析。首先其需要结合凸轮的运动特性进行分度周期的模型确定。
旋转角度的确定以及凸轮空间量的变化情况可以采用自动化编程进行维护,从而达到较好的效果。由于机电系统的耦合性,通常利用各种凸轮曲线实现机械的数字控制。如西门子公司的 ST-700 电子凸轮控制器设置了 32 种凸轮曲线,通过位置检测器检测轴的角位置,对轴部零件精准地检测以及定位。从而及时地确定轴部件维护中所需要的参数,从而让空间凸轮在刀库和自动换刀装置中的几何参数更为精确合理[5]。
4、结语
弧面凸轮作为凸轮自动换刀装置的重要组成部分,为刀库实现自动化换刀装置发挥着至关重要要的作用,本文针对刀库装置中的空间凸轮机构进行深入研究,对自动换刀装置的工作原理以及弧面凸轮廓面教学模型进行系统的分析,加深对刀库的全面了解,为今后的改进和研究作出贡献。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

