



回顾几年前,许多大的制造商在工厂的焊接应用中使用了标准的 CO2 激光器。 那时大型系统安装在远离实际生产现场的独立房间内,为设备提供所需的能源。可以说是当时相对较新的激光焊接技术。随着技术的发展,现代焊接系统越来越多地使用固态激光机,它的使用为我们带来一系列的重大好处。
在距离 Schwäbisch Gmünd 几公里所处宁静的 Heubach 镇的 EMAG Automation 总部,可随处发现了解熟知这一技术的人: 因为他们每天都与激光技术打交道。 “ 2008 年,我们 开始在自己的系统上使用固态激光机,因为与已有的CO2激光机相比,它们带来的好处简直是压倒性的,” EMAG Automation 公司的CEO Andreas Mootz 博士说, “我们肯定是将固态激光机作为焊接精密零件的首选工具的先驱,如变速箱部件的加工。对系统和工艺技术的要求,特别是对夹紧装置的要求,比使用CO2 激光器的要高得多。”
优点 1: 降低操作成本
与激发气体(激光介质)和用于稳定焊接过程的保护气体不同,激光焊接系统的操作成本主要集中在两个部分 – 激光的能源消耗和气体成本。除了气体消耗,昂贵的气体传输也会带来成本的增加。而使用固态激光机如碟片或光纤激光器,这些都可以轻松解决。 EMAG 系统的大多数应用中均采用过滤过的压缩空气作为工序气体,虽然它会在表面形成一层氧化物薄膜,但这样不会影响焊缝质量。
CO2 激光器在能源消耗方面也不能与固态激光器相提并论。56 kW 的电流用于CO2 激光机,能产生 4 kW 的激光能量;而固态激光器仅需要17 kW,节能70%。另外,固态激光器还不需要过多冷却。综上所述,固态激光器的消耗大约是CO2 激光器的四分之一。
优点 2: 系统布局
激光焊接机的节拍通常很短,常常只有几秒钟,就可以达到大批量生产的效率。因此,将其纳入生产过程中的物流是一个重要因素。
在 CO2 激光器系统中,激光束被引导,或换句话说,激光束通过反射镜片系统被“传输”到焊接透镜上。光源、冷却装置和加工站必须靠近布置。这样就会导致一系列的弊端,如:会导致相同激光源用于多个焊接站的零件送料和出料复杂化。在实际应用中,当使用碟片或光纤激光焊接系统时,因为空间要求很低,可以很容易地将它们集成到现有的生产线中,因此这些问题并不存在。由于传输光束可以使焊接站完全集成到物流中,光束可以相对容易地被引导,实际激光源可以离开系统高达 50 米。
优点 3: 质量和速度
成本下降、更好的系统布局,如果焊缝质量比不上CO2 激光器加工的质量,这些优点则都毫无疑义。事实上比这更好,焊接速度在许多应用中甚至可以更高。这样就减少了工件的热变形和节拍时间。
总而言之,我们可以说,光纤/碟片激光技术比CO2 激光器更加高效并具有更快的焊接速度。也就是说,碟片类或光纤激光机也可以满足当前零部件生产对于节能和汽车轻量化的要求。
没有激光器是没有缺点的
到目前为止,我们只讨论了固态激光器的优点,那么它有什么缺点吗? “其实,与CO2 激光器相比,我们还真不能说有什么缺点;我们有的是必须接受新的挑战”,Mootz 博士说, “例如,在使用固态激光器如何达到比过去更高的加工精度”。一个小于50 微米的光束位置精度对机器、工件支架和夹具以及激光透镜的焦距和对焦的要求是很高的”。EMAG ELC 完全满足这些要求。例如,如果使用固态激光机会使焊渣增多,就要研发量身定制的能够完全遮挡零部件的工装。对于加工不同的零部件来说,就出现了更换装备的次数问题,为此,EMAG 在ELC160 上发现了一个简单而有效的解决方案。该系统采用了一个工具桥,可配置多达三个不同的工具套件,另外还集成安装了一个烟雾抽吸装置,这样就可以在几秒钟内进行换型,特别适用于高柔性的和高效地的大批量加工变速箱零部件。
我们发现,在动力总成部件加工制造方面,没有能够替代固态激光器生产激光焊接系统的产品。然而,它们的使用需要大量的专业知识才能将这些优点融入高效的激光机系统中,如EMAG 的 ELC 系列系统。而这些挑战就是Heubach 的专家每天熟练掌控的内容。.
内容说明和信息:
术语:
LASER – 激光是通过受激辐射进行光放大的缩写。激光器实际上有三个主要的组成部分: 激光介质 (例如:CO2 或合成晶体),其原子和分子通过泵,被转化为更好的能量状态,这也是激光的第二个主要组成部分。每个激光器的第三个组成部分最终确保在激光介质中产生的高能量光子离开材料,最终构成激光束的谐振器。
焊渣 –焊渣是由工件在焊接过程中除去的、在表面形成的非常小的颗粒。焊渣对工件的质量有不利的影响,因此应尽可能地避免。
泵送 – 泵送是激光介质中的电子达到更高的能量级别时的激发。这通常通过辐射得到,如通过一个激光二极管等。
固态激光器– 固态激光器是激光器的一种,其中的激光介质为固态形式。它可以是晶体或玻璃,向其提供外来离子。也可参见CO2 激光机。
激光二极管– 激光二极管是泵的基础,在其中生成所需波长的泵辐射能量。与其他的光学介质如弧灯相比,激光二极管已经成为能源的来源,因为它具有更长的使用寿命和更高的效率水平。
CO2 激光器– 在CO2 激光器上,采用CO2 气体作为激光介质,与固态激光器类似。
激光器 – 碟片激光器是固态激光器的一种,其谐振器为碟片形晶体。通过该盘多次输送泵辐射,以最大程度地吸收泵送的能量。
光纤激光器 –顾名思义,光纤激光器由玻璃纤维充当激光介质。玻璃纤维通过泵送的能量产生激光辐射。
图片文件: 8078
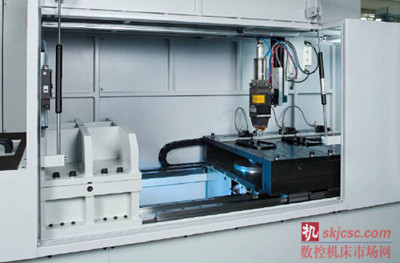
ELC 160 激光焊接机的加工区域中正在加工齿轮。齿轮可在三个工作站进行加热、压装和激光焊接。
图片文件: 8081.jpg

激光焊接齿轮同步环。采用新型的ELC 160 光纤激光机,操作成本只有一半。
图片文件: 8035_2.jpg

激光焊接的齿轮
图片文件: 8019.jpg

ELC 250 DUO – 一台紧凑型激光加工中心用于加工差速器壳体。ELC 的 duo 型机床有两个主轴。这种双主轴模式在加工期间可实现工作主轴上下料。
图片文件: A288.jpg

激光焊接平衡齿轮箱壳体和齿圈可使部件的重量减少大约 1.2 千克。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

