



某柴油发动机缸体加工车间工艺设计
2017-11-28 来源: 中机中联工程有限公司 作者:段绍林,宋利强。毛泽永
摘要:针对国内某柴油发动机缸体加工车间的工程设计任务,在产品分析、工时计算的基础上,通过组线方式、设备选择等方面的多方案对比。设计了一条以国产加工中心为主、适应多产品共线生产的发动机缸体加工生产线,经济效益显著。
关键词:柴油发动机;缸体;加工工艺;多产品共线
0 引言
随着柴油发动机产品系列的多样化和升级换代的短周期化,采用加工中心组建柔性生产线以生产发动机缸体、缸盖已成为行业主流。本文以工程实际需求为出发点,以加工车间工艺设计的关键步骤为主线,对加工中心组建缸体生产线的多种方案进行探讨对比,选择了一个最适宜工程实际的方案并付诸实践。
1 项目概况
本车间承担年产10万件以某4缸柴油发动机为代表产品的2、3、4缸柴油发动机缸体加工、清洗、检验任务。工作班制为三班制。加工设备以国产加工中心为主。
2 加工工艺设计
2.1 缸体工艺性分析
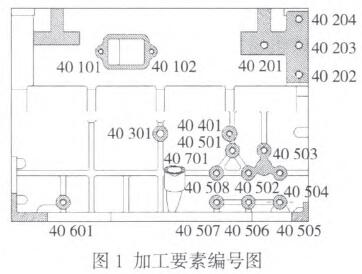
2.1.1加工要素识别
根据产品结构及加工要求,对代表产品进行加工要素编号,编号号码5位,第一位代表六个加工面,后四位用于区分各加工部位。编号情况示例见图1。
2.1.2关键部位加工方案
a.平面加工。对缸体的顶底面和前、后端面采用粗、半精、精铣三道工序加工。
b.斜孔的加工。加工斜孔时后端面朝下装夹,加工采用卧式加工中心。
c.关键精密孑L系的加工。缸孔采用粗镗、精镗工序。主轴承孔采用粗镗、半精镗、精镗三道工序,并采用专用刀具,以保障位置度、园柱度、表面粗糙度以及凸轮轴底孔对主轴承孔的位置度的要求。
2.2工时计算
根据产品加工要素,按照卧式加工中心设备参数及刀具切削性能,结合工程经验,对产品进行加工工时计算,见表1。

根据计算,代表产品累计所需设备台时为52 44 s,其中粗、半精加工所需设备台时为4 042s,精加工所需设备台时为l 202 S。
2.3设备计算
本车间采用三班制,设备年时基数:5 240h,设备负荷率:80%,全年每台设备提供设备台时为:
5 240 h×80%×60=25l 520 min。根据工时计算,所需粗半精加工卧式加工中心为:
100 000×(4042÷60)÷251 520=26.78台,即27台。
所需精加工卧式加工中心为:
100 000×(1 202÷60)÷25l 520=7.96台,即8台。
2.4组线方式
利用加工中心组成加工生产线的组线方式有串联和并联两种,各有优缺点。
串联组线方式:继承于传统的刚性生产线,在生产单一产品时,每台设备承担固定的内容,能减少刀具配给。缺点是上下料时间占设备台时较大,设备利用率降低;工件从上线到下线的输送距离长;若多产品共线时,调整和管理难度较大。并联组线方式:将加工中心分成并列的两组或多组,各组承担相同的加工任务。这样能充分发挥加工中心工序集中能力,产品可以经过较少的设备加工完成,有利于多产品共线生产。缺点是每台加工中心需要配备较多的刀具,刀具一次成本投入大。本车间要求建设成为适应不同品种、混流生产的柔性加工生产线。因此,采用并联组线方式。
2.5设备选择
柔性加工生产线除采用卧式加工中心组线外,从经济节约考虑,也采用立式加工中一tD部分替代或全部替代卧式加工中心组线。
立加投资远远低于卧加,但立加相比于l三t,hl具有以下缺点:
a.刚性较差,切削时排削不好,不利于大余量、深长孑L切削。
b.上下料时间较长,效率低于卧加。
c.每个工序只能加工—个面,不利于工序平衡。
d.加工两端面孑L,特别是油道孔、轴承孑L等时,z轴行程不够。
e.加工姿态较多,夹具设计相对复杂。
f.机床故障时,替代日叛差,容易影响整线生产。
在柴油发动机缸体加工中,顶底面及其孑L均可采用立式加工中心加工。
考虑到立式加工中心切削效率较卧式加工中心低,装夹时间较长,工序间平衡较为困难,若用立式加工中心替代卧式加工中心,则设备台数需要相应增加。
2.6工艺及设备方案
2.6.1 立式加工中心与卧式加工中心混合生产线
生产线采用高精度、高效率、高可靠性的立式加工中心和卧式加工中心组成柔性生产线,满足产品加工需要。立式加工中心用于加工顶底面及其孑L,其余加工由卧式加工中心完成。
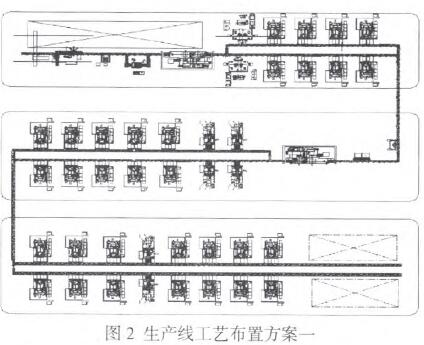
a.方案一。
将设备分成两组,粗半精加工段每组15台设备,其中立式加工中心3台,精加工段每组4台设备,全是卧式加工中心。合计所需设备38台,其中立式加工中心6台,卧式加工中心32台。方案布局流畅,能满足两种产品同时共线生产,且并联排列,有助于操作工人多台看管,精益化生产。工艺平面布置图见图2。
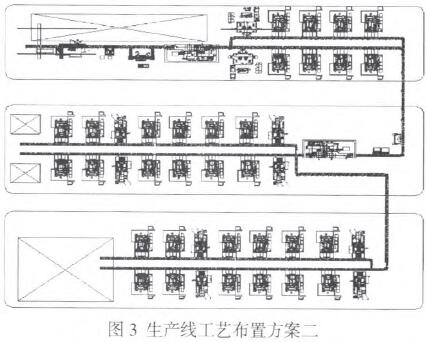
b.方案二。
将设备分成四组,粗半精加工段每组8台设备,其中立式加工中心2台,采用直线型布置;精加工段每组2台设备,全是卧式加工中心。合计所需设备40台,其中立式加:[中心8台,卧式加工中心32台。方案布局流畅,能满足四种产品同时共线生产,且并联排列,有助于操作工人多台看管,精益化生产。工艺平面布置图见图3。
c.方案三
将设备分成四组,粗半精加工段每组8台设备,其中立式加工中心2台,采用c型布置;精加工段每组2台设备,全是卧式加工中心。合计所需设备40台,其中立式加工中心8台,卧式加工中心32台。方案布局紧凑,每个岛独立性强,在操作工人多台看管时,对应的是同一产品,便于生产管理和工序问检测。能满足四种产品同时共线生产。工艺平面布置图见图4。
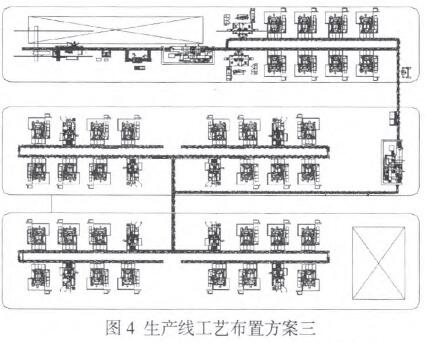
对比三种方案,方案一投资最少,但多产品生产适应性较差,方案二和方案三投资一样,但方案三的布局更加紧凑,每个加工岛独立性强,便于生产管理。方案三较优。
2.6.2卧式加工中心组线方案
生产线采用36台高精度、高效率、高可靠性的卧式加工中心,分4个组,组成并联柔性生产线,满足产品加工需要。粗半精加工段每组7台设备,精加工段每组2台设备,采用C型布置。平面布置图见图5。
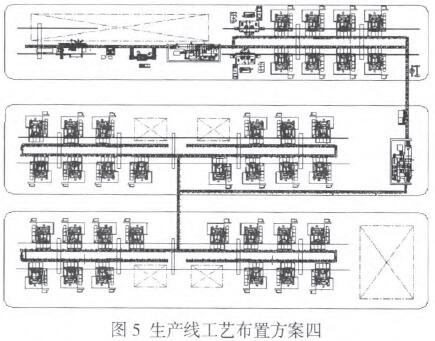
1.6.3方案对比
本车间要求建设成为适应不同品种的柔性加工车间,要求生产线能适应产品变化。由于立式加工中心一次装夹只能加工一个面,而卧式加工中心图4生产线工艺布置方案三
图5生产线工艺布置方案四一次装夹能加工三个面,完成同一产品的加工,卧式加工中心所需姿态较少,夹具种类较少,更容易适应产品的调整和工序平衡。所以本项目生产线需
以卧式加工中心为主。
而采用立式加工中心替代部分卧式加工中心,立式加工中心的价格优势得不到充分体现,反而因为引人立式加工中心造成了生产线工序固化,不利于生产线工序平衡,弊大于利。
综上所述,采用36台卧式加工中心,分成4个组,c型布置的生产线是车间的最优工艺方案。
3 结论
本车间以国产卧式加工中心为主,采用独立工作岛+并联组线方式,建设一条具有国内领先水平的、适应多品种共线生产的发动机缸体加工生产线。对检验并推广国产卧式加工中心在柴油发动机加工领域的应用具有积极作用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

