



数控逆向加工组合机床
2020-9-22 来源:江苏恒力组合机床有限公司 作者:孙德洲 仲秋 许兴旺
【 摘 要 】 针对传统组合机床和加工中心进行批量加工时的局限性 , 创新设计了数控逆向加工组合机床 , 详细介绍了该新型机床的结构性能特点 和工作过程 , 多轴箱叠加安装固定 , 由夹具工件进行三坐标运动进给 , 即可以多刀同时加工 , 又可以多工序依次加工 , 更换品种方便快捷 , 兼具组合机床的高效率和加工中心的柔性 。
【 关 键 词 】 逆向加工 ; 数控 ; 组合机床
0、引 言
汽车 、 发动机等批量生产的工件 , 使用的机床一般分为两种 , 组合机床和加工中心 , 而这两种机床各有优缺 点 。 现有的加工中心 , 以三坐标单元型式的卧式加工中心为例 , 主轴安装在滑枕 ( 滑枕进给式卧加 ) 或滑板 ( 滑台进给式卧加 ) 端部 , 刀具安装在主轴上 , 并进行 X 、Y 、 Z 三轴方向运动 , 夹具及工件安装在机床底座上固定不动 , 加工工件时 , 由主轴进行三个坐标方向运动 , 对固定的工件进行加工 , 一台机床可以依次完成工件的全部工序 , 如铣 、钻 、扩 、铰 、锪 、攻 、镗等 , 功能很强 , 一 次性投资少 , 由于是通用产品 , 生产周期很短 , 占地面积小 。 在更换加工品种时 , 只需要更换夹具和刀具 , 并调整新的加工程序即可 , 柔性好 , 时间短 , 花费少 。 但这样的机床也有问题 , 其只有一个主轴 , 每次只能安装一把刀具加工一个工序 , 无法实现多刀同时加工。 为了加工多个不同的工序内容 , 或对同一个工序内容进行多次加工 ,只能不断地更换刀具 , 用单刀一个一个地轮流依 次完成各工序加工 , 工作效率较低 , 并且需要配备刀库及换刀机构以实现自动换刀 , 辅助时间长, 精度和刚性受到很大影响 , 可靠性也较低 。 如果需要加工工件的前后左右四个面时 ,还需要在夹具下面配置B轴回转台 , 才能带动工件回转以加工四面 , 但仍然不能加工工件的顶部 , 即不能进行五面加工 。 为了尽量提高工作效率 , 加工中心往往采用高速加工方式 , 这样对加工中心的结构性能提出更高要求 , 价格也大幅上涨 , 即使这样 , 加工中心的效率比传统组合机床也要低不少 , 一般只适合于多品种单件和小批量加工 , 多台加工中心配以手动或自动送料装置 , 可以组成柔性生产线或自动线 , 生产方式较为灵活 。
为了提高加工效率 , 有的加工中心在主轴及箱体上配置多轴箱 , 在多轴箱的各个主轴上安装相应刀具 , 这样就可以实现多刀同时加工 , 效率大大提高 。 但是这样的工作方式也有很大问题 : 由于主轴的刚性有限 , 使得能够配置的多轴箱轴数不能太多 , 箱中各个主轴的分布范围也不能太大 , 这 样 , 当工件的加工内容很多 、 或加工内容分布范围很大 、 或同一个工艺内容需要分先后多次加工时 , 就不能用一个多轴箱完成全部加工 , 此时 , 要么设置多个多轴箱安装在箱体或滑枕端面并随其运动轮流加工 , 而这从安装结构及滑枕箱体刚性上来说是不可能的 ; 要么每次就使用一个多轴箱进行加工 、 并在加工过程中不断地更换多轴箱 , 但这样又需要增加多轴箱更换及联接机构 , 还要设置庞大的多轴箱库 , 很复杂 , 可靠性会大大降低 , 而且加工精度也会大幅下降 , 对加工中心的结构刚性也提出了更高要求 , 很难完全满足 。
1、数控逆向加工组合机床特点
针对现有传统组合机床和加工中心的不足 , 为了解决些各自存在的问题 , 恒力公司进行了大胆创新 ,在滑枕式三坐标加工单元型式的卧式加工中心基础上 , 结合传统组合机床的特点 , 针对中小型工件及夹具单元一般相对较小较轻便于安装便于运动 、 而完成全部工序所需的各多轴箱较大较重难以安装难以运动的特点 , 将数控回转台以及安装在其上的工件及夹具由固定不动改为安装在在滑枕端面进行三轴方向运动 , 而将原本需要不断更换的 、 或需要全部安装在滑枕端面的各多轴箱按顺序 、 分一到三个方向安装在机底底座上固定不动 。 工作时 , 由滑枕带动工件在三个方向运动 、 并经回转台带动工件转位 , 夹具工件在所需的不同位置定位 , 依次使用不同的多轴箱进行加工 , 就能完成对工件多面多工序的加工 。 这样 ,就彻底解决了工件的多工序加工效率高与多轴箱运动或更换困难的矛盾 ,既可以进行多刀同时加工 , 又不需要运动又大又重的各多轴箱或频繁 更换各多轴箱 , 精度 、刚性都能得到保证 , 结构也大大简化了 。
该新型机床采用四个数控轴分别控制三个直线方向和一个回转方向的运动 , 分别为在底座上带动立柱左右运动的X轴 、 在立柱上带动滑板上下运动的Y轴 、 在滑板上带动滑枕前后运动的Z轴 、 在滑枕上用回转台带动夹具和工件转位的C轴 , 构成四坐标 ( 或简化为三坐标 ) 加工单元 , 工件的正面及两侧面同时固定安装多个多轴箱及各主轴上的刀具 , 夹具安装在滑枕端面或其上的回转台上 , 工件装夹在夹具内 。 机床工作时 , 安装在滑枕端部并进行 X 、Y 、 Z 三轴方向运动并定位的是夹具及工件 , 安装在机床底座上固定不动的是多轴箱和刀具 , 由工件相对固定多轴箱的主轴而运动以进行加工 。
与三坐标单元型式的卧式加工中心的工作方式相比 , 该机床同样具有三坐标加工单元 , 只是加工单元中没有主轴而代之以夹具 , 而工件夹具与主轴刀具的运动方式完全相反 , 是一种逆向工作的机床 , 而又具有组合机床多轴加工的特点 , 机床控制一般采用使用数控系统 , 各运动部件都为数控轴 , 因此称其为数控逆向加工组合机床 。 该机床完全不同于传统组合机床和加工中心 , 是一种新型高效柔性组合机床 , 是对传统机床结构和加工方式的创新 , 工件三坐标移动 、 多轴箱固定的机床总体结构及工作方式 是本机床的最大创新 。
2、数控逆向加工组合机床的结构
逆向组合机床的总体结构见图 1 , 图2是立柱纵剖面视图 。 图中 , 1 - 底座 , 2 - 滑板 , 3 - 立柱 , 4 - 滑枕 ,5 - X 轴伺服电机 , 6 - X 轴滚珠丝杆 , 7 - X 轴导轨 , 8 - Y 轴导轨 , 9 - Y 轴滚珠丝杆 ( 两个 ) , 10 - Y 轴伺服电机( 两个 ) , 11 - 平衡油缸 , 12 - 工装夹具 , 13 - 多轴箱 ( 若干个 ) , 14 - Z 轴伺服电机 , 15 - C 轴回转台 , 16 - 多 轴箱电机 , 17 - 刀具 , 18 - 主轴 , 19 - Z 轴滚珠丝杆 , 20 - 活塞杆 , 21 - Z 轴导轨 。
机床由底座 、 立柱 、 滑板 、 滑枕 、 回转台 、 工装夹具 、 多轴 箱 、 刀辅具 、 数控系统和其他功能部件等组成 , 伺服电机 、 滚珠丝杠 、导轨及其联接的不同运动部件构成 X 、Y 、 Z 三个方向的数控轴 , 立柱设于底座上并作水平左右直线运动 , 构成 X 轴 , 滑板设于立柱正面并作竖 直 上下直线运动 , 构成 Y 轴 , 滑枕设于滑板的方孔内作水平前后伸宿直线运动 , 构成 Z 轴 , 回转台设于滑枕前端并作回转运动 , 构成 C 轴 , 工装 夹具可设于 C 轴回转台上 , 也可以去掉回转台直接安装在滑枕端面 , 被加工零件装夹在夹具内 , 在夹具对面和侧面叠加安装若干个多轴箱模块 , 如可在左侧叠加安装若干个多轴箱模块 , 也可在右侧同样叠加安装若干个多主轴箱模块 , 也可在对面叠加安装若干个多轴箱模块 , 或同时在左右两侧以及对面叠 加安装若干个多轴箱模块 。
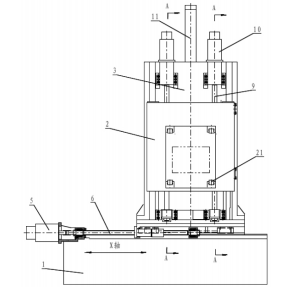
图 1 机床主视图
立柱 3 设于底座 1 上 , 立柱 3 和底座 1 之间设有 X 轴导轨 7 , 由 X 轴伺服电机 5 驱 动 , 通过 X 轴滚珠丝杆 6 传动 , 带动立柱 3 沿 X 轴导 轨 7 左右 运 动 ; 滑板 2 设于立柱 3 的正面 , 滑板 2 和立柱 3 之间设有 Y轴导轨 8 , 两个 Y 轴伺服电机 10 同时驱动 , 通过 Y 轴滚珠丝杆 9 传动 , 带动滑板 2 沿 Y 轴导轨 8 上下运动 ; 在立柱 3 的顶部中间位置安装平衡油缸 11 , 活塞杆 20 下端与滑板 2 连接 ; 滑枕 4 设于滑板 2 的方孔内 , 滑板 2 和滑枕 4 之间设有 Z 轴导轨 14 , Z 轴伺服电机 14 驱动 , 通过 Z 轴滚珠丝杆传动 , 带动滑枕 4 沿 Z 轴导轨 14 前后伸缩运动 ; 工装夹具 12 可设于 C 轴回转台 15 上 , C 轴回转台 15 设于滑枕 4 的前端 , 或工装夹具 12 也可直接安装在滑枕 4 端面 ; 在工装夹具12 对面叠加安装若干个多轴箱 13 , 多轴箱 13 都为固定不动 , 可在左侧叠加安装若干个多轴箱 13 , 也可在右侧同样叠加安装若干个多轴箱 13 , 或同时在左右两侧及对面叠加安装若干个多轴箱 13 , 各多轴箱 13 的主轴 18 上安装刀具 17 。底 座上的 X 轴亦可设为双滚珠丝杆副驱动 , 被加工工件装夹在工装夹具 12内 。
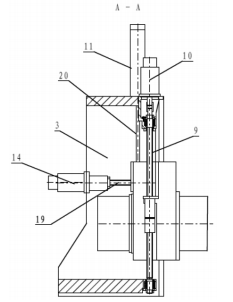
图 2 立柱纵剖面视图
机床的 Y 轴需要进行竖直方向的往复运动 , 受其组成零部件的重力因素影响较大 , 容易造成运动不平稳 , 并会导致损失部分运动精度 。 为了改善 Y 轴的动力学性能 , 在滑板两侧采用双滚珠丝杆副驱动 , 并与滑板中心线对称设置 , 使得滑板进给力受力中心与滑板承受切削力的中心重合 ,大大改善了导轨及滚珠丝杆副的受力状况 , 进给机构受力均匀 , 提高了定 位精度和加工精度 。 同时 , 滑板中间还设有一个平衡油缸 ,与滑枕中心线重合 , 用以平衡滑板和滑枕 、 回转台 、 夹具的重量 , 使其重心与平衡油缸的平衡力作用中心重合 , 导轨及滚珠丝杆副受力均衡 , 进给机构承受的附加偏转力矩很小 , 进一步改善了导轨及滚珠丝杆副的受力状况 。
3、数控逆向加工组合机床的工作过程
逆向组合机床工作时 , 由人工或自动送料装置将工件送入夹具中定位夹紧 , 立柱 、 滑板 、 滑枕进行三个直线坐标方向的进给运动 , 将工件送到相应多轴箱进行加工 , 完毕后再送到下一个多轴箱继续加工 , 直至加工完该面上的全部加工内容 , 经回转台带动工件转位 , 将另一个面转至加工所需位置 , 同样进行上述加工过 程 , 如此一个面一个面地轮流完成其正面及四侧面共五个面的加工 , 卸下工件 , 完成一个加工循环 , 再装夹新工件 , 进行下一个加工循环 。
4、结 论
传统组合机床及自动线采用多刀同时加工 , 效率高 , 但一次性投资大 , 换品种不便 , 生产周期长 。 加工中心采用单刀轮流加工 , 工艺安排灵活 , 投资少 , 换品种方便 , 柔性好 , 生产周期短 , 但效率较低 。 针对这两者的局限性 , 创新提出数控逆向加工组合机床 , 采用多刀同时加工 , 且可对同一面依次进行多工序加工 ,多轴箱在三侧面叠加固定 , 夹具工件装在滑枕端部进行三坐标进给 , 依次使用不同的多轴箱进行加工 , 相当于小型组合机床自动线 , 功能强大 , 效率高 , 换品种方便 , 柔性较好, 投资少 , 占地面积小 , 生产周期短 , 是新型机床 , 代表了组合机床未来的发展方向之一 。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

