



典型起落架零件车铣加工优化设计及应用研究
2021-1-22 来源: 郑州科技学院 作者:李海滨
摘要:起落架所处特殊运用环境,使得其设计、加工及应用需要进行特别的优化处理,并选择最优的设计方案实施制造。因此,阐述并分析 60 主起外筒、131 前起外筒、141 主起活塞杆 3 个典型起落架零件设计和加工工艺优化过程,以提高典型件车铣加工效率和质量。
关键词:起落架 典型件 普通数控设备
机械加工工艺的优化设计可以有效提高工作效率,切实提高零件的质量。下面结合 60 主起外筒、131 前起外筒、141 主起活塞杆 3 个典型起落架零件,在普通加工和车铣复合加工两种工艺环境下对比分析其加工过程,旨在探寻效率高、质量好、成本低的加工工艺。
1、加工方案的总体设计
由于 3 个典型零件的内孔、型腔、沟槽以及变截面转接 R 等相关结构都较为复杂,同时它们外型都有耳片、突台、轴颈和大小型腔,此种型号零件是典型起落架中外形和结构最复杂的零件。设计环节需特别注重留出足够的毛坯余量,为这种复杂零件的最后成型留足加工的空间。
1.1 运用普通数控设备实施加工的方案
普通数控设备加工这 3 种非回转体结构的复杂零件需按照一定的程序进行,充分考虑形位公差、位置公差以及表面的质量要求,必须先运用数控加工中心的面铣刀对正面实施 z 轴方向的分层粗铣,然后再铣反面,最后运用球刀来精细加工。数控加工中心程序完成后回到普通车床上进行精细加工时,要先更换新的机床和刀具,调试装夹、定位等,再进行普通加工。
1.2 运用车铣复合设备实施加工的方案
车铣复合加工中心实施典型件加工时,要按照“先运用软件来编程,然后以仿真技术手段进行优化,优化设计后对试验件进行操作试验,最后对典型件的质量进行验证”的程序进行。具体加工时要确保一次成功,避免移位造成失败,即以“一夹、一架、一顶”的方式,力争一次装夹、定位,实现运用环切加工的方式同时加工多个工位。在粗加工环节要采用较大直径的面铣刀进行大进给量,从而提升加工效率;在精加工环节,要采用直径较小的面铣刀来小进给量,以有效提高零件的表面质量,从而达到所需的精度[1]。
2、典型件加工工艺
2.1 普通数控设备的加工工艺
2.1.1 加工工艺路线以及所用的设备
明确外筒孔口外形、外筒花盘、活塞杆尾部外形这 3个零件的典型结构后,要对铣削用数控加工中心的机床具有的基本信息进行深度把握。结合机床基本信息对 3 个典型零件的加工,要针对其结构选择轴向分层切削,运用大直径为 KMC-3000SV 的面铣刀在立式车床上实施加工[2]。
在精加工环节,要采用球头铣刀去掉残留的余量。对旋转体的精加工,可以在普通车床上运用车刀实施,进而提高表面的质量。需要指出的是,对于固定不动典型件的加工,必须实施分工合作的方式。对于正反两面余量的去除,要经过多次的装夹定位。
2.1.2 编制程序和仿真验证
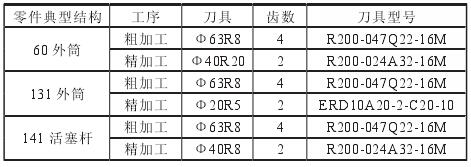
由于典型件的结构复杂,各个工序所用的刀具皆不相同,如表 1 所示。
表 1 优化前典型结构加工用刀具

为提高典型件的加工效率,在粗加工环节要运用面铣刀进行。同时,为了确保刀具的刚性和获得较大的直径,要运用较小面铣刀实施半精加工,之后再用球头铣刀实施精细加工。这一工序工作效率低,用时长,质量差,还需要打磨来使零件的表面符合图纸设计的要求。
2.2 车铣复合设备加工工艺
2.2.1 加工工艺路线以及所用的设备
结构复杂的典型件实施切削加工,在车、铣、镗多功能的 M120 车铣复合加工中心上进行,使得结构十分复杂的典型件加工变得稍容易些。由于这一机床运用的是面铣刀多工位同时粗加工,较好地实现了旋转式的多轴精加工,为最大限度地悬伸刀具提供了条件,进而达成了高刚性、一次装夹、多工位加工的理想加工效果,同时省去了多次装夹定位、转换机床等繁杂工序,极大地提高了加工效率。
2.2.2 编制程序和仿真验证
典型件在 M120 数控加工中心上加工,所实施的工序和使用的刀具,如表 2 所示。
表 2 优化后典型结构加工用刀具
在 M120 数控加工中心上加工,精加工环节都用面铣刀,比球头铣刀的使用效果要好,较好地提高了加工效率。从典型件结构加工的路线、仿真、结果来看,这一方案获得的零件表面的质量要好于优化前。
3、两种工艺加工质量对比分析
典型件结构复杂,在工艺改进前以“粗铣—精铣—打磨”程序加工,能够达到图纸要求。改进工艺后,同样的程序,最后打磨量较少,尺寸与图纸的要求更接近。而在典型件的表面感观上,优化前因切削方式和刀具刚性,成件需要进行打磨和抛光。优化后,粗、精加工皆采用圆刀片面铣刀,刀具刚性好,有效避免了颤振,极大地提高了切削效率,成件表面质量更好,只需少量打磨和抛光就能够符合图纸的要求。
4、结语
典型起落架零件通过精心设计和优化制造工艺,运用立式数控加工中心融合普通车床多工位加工,较好地节省了准备所需要的时间。同时,以车铣复合加工中心上加工,在系统刚性方面取得了实质进步,切实提高了加工效率,确保了零件表面质量。实践工作中,应深挖车铣复合加工中心所具有的潜能,进而全面提高典型件的加工质量和效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

