



MAG加工中心几何精度检测与调整关键技术
2021-5-13 来源: 上汽通用五菱汽车股份有限公司青岛分公司 作者:孔海龙
摘要:加工中心的精度是保证零部件加工精度的首要条件:根据加工中心几何精度检测原理,通过测量数据整理分析,及几何精度调整的主要步骤,完成机床各轴的精准定位,以确保机床加工精度满足实际加工需求。
关键词:加工中心;几何精度;关键技术
0引言
近几年很多企业购买国外高端加工中心设备用于产品的加工,对提高产品质量起到了重要作用。加工高精度产品时,必须靠加工中心自身的精度来保证产品的加工精度。因此,加工中心本身的精度要远高于加工产品的精度,通常高出一个量级。
加工中心的精度包括几何精度、重复定位精度、定位精度等。随着加工中心设备长时间的运行,必然导致加工中心设备精度不断下降,从而无法保证加工产品的精度要求。因此,设备维修人员应掌握加工中心几何精度的调整方法,满足加工中心对 精度的需求。
1、MAG加工中心机械坐标系统
要掌握加工中心几何精度的调整方法,首先需要理解MAG加工中心机械坐标系统。精密加工中心通常有5个轴,其中Z轴的正方向,定义为固定机床床身的底部并平行于主轴、远离主轴端的方向。如图1所示,确定Z轴位置后,根据笛卡尔右手坐标 系,中指方向为z轴,食指方向为z轴,大拇指方向为y轴,绕y轴旋转的方向为s轴,与z轴平行且垂直x-y平面的为主轴。
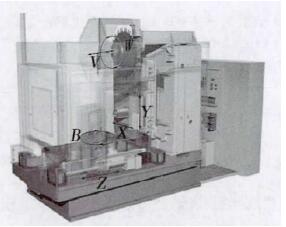
图1 XS321加工中心
2、机械零点的建立
以MAG 321加工中心零点为实例,建立机床机械零点,见图2。其中X表示X轴可移动的范围,Xh表示B轴半径的距离,X。表示x轴零点起始位置,y表示y轴可移动的范围,y。表示y轴零点起始位置,y1表示主轴在Y0位置的中心点与床 身底部的距离,N表示主轴的中心与b轴台面的距离,Z表示Z轴可移动的范围,Z0表示Z轴零点起始位置,Z1表示主轴前端面与b轴中心的距离。h1表示B轴台面与床身底部的距离。
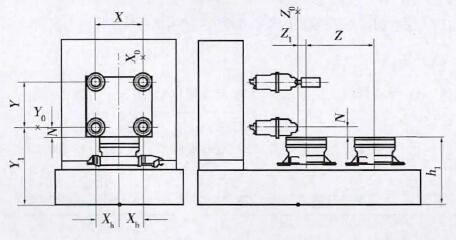
图2 机床继续零点示意
3、几何精度检测常用工具
(1)2个高精度水平仪。
(2)千分表(精要求1um)。
(3)方形和三角形大理石(精度要高)。
(4)标准检棒(长度和直径根据机床而定)。
(5)固定支架。
4、几何精度检测主要步骤及调整方法
4.1机床水平调整
首先使用用高精度水平仪对机床2个方向进行水平调整,这是几何精度调整的基本条件,否则以下步骤的调整就无意义。
4.2机床几何精度调整步骤
(1)调整机床X与Y方向的水平。
(2)Z轴与X轴的垂直度。
(3)Y轴与Z轴的垂直度。
(4)Y轴与X轴的垂直度。
(5)y轴与主轴的垂直度。
(6)主轴与X轴的垂直度。
(7)Z轴与主轴的平行度。
(8)B轴平面度。
(9)B轴盖板跳动。
4.3 Z轴与.Y轴垂直度调整方法(图3)
(1)将大理石水平固定在B轴的支架上。
(2)将千分表固定在主轴上,移动X/Z轴.利用千分表将大理石调至水平:
(3)移动Z轴,调整大理石Z方向 M1、M2点的千分表读数为零,即大理石与机床的Z方向平行。
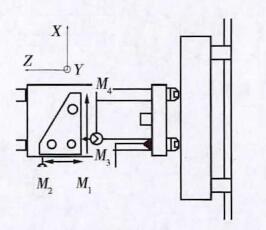
图3 Z轴与X轴垂直度检测
(4)将千分表接触大理石的M3点并至零位,移动X轴至M4,读取千分表数值,与标准范围值(<10um)进行比较。若读数超出标准范围,校正机床X方向位置。
4.4 y轴与z轴垂直度调整方法(图4)
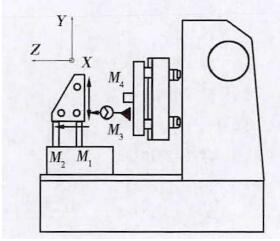
图4 Y轴与Z轴垂直度检测
(1)将千分表固定在主轴上,移动Z轴,用千分表将大理石侧面调置水平并与Z轴平行。
(2)移动Z轴,调整大理石下侧方向M1、M2点的千分表为零,即大理石与机床的Z方向平行。
(3)将千分表接触大理石M3点并将千分表归零,移动Y轴至M4点。若读数超出标准范围(<丨0 Um),调整主轴固定在y方向上侧滑块塾片厚度。
4.5 y轴与x轴垂直度调整方法(图5)
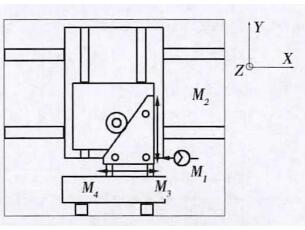
图5 y轴与轴垂直度检测
(1)将大理石竖直放在B轴调整块上。
(2)将千分表固定在主轴上,移动;r轴,用千分表将大理石下侧面M3、M4的千分表为零,即大理石与x轴平行。
(3)将千分表接触大理石M1点并将千分表归零,移动Y轴至M2点。若超出标准范围(<10 Um),调整y轴支架方向下侧滑块垫片的厚度。
4.6 y轴与主轴垂直度调整方法(图6)
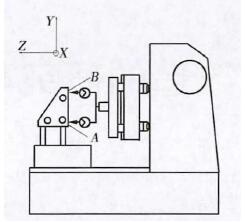
图6 Y轴与主轴垂直度检测
(1)将大理石竖直放在B轴调整块上。
(2)将千分表固定在主轴上,移动Z轴,用千分表将大理石下侧面调置水平与Z轴平行。
(3)同上操作,移动F轴,调整大理石垂直方向与机床的F方向平行。
(4)用千分表测量大理石的下侧/!点并将千分表归零,转动主轴180。方向,读取千分表B点数值,若读数超出标准范围(<10um),调整主轴固定在y方向上下侧滑块垫片厚度。
4.7主轴与X轴垂直度调整方法(图7)
(1)将支架固定在B轴上,并将大理石水平放在支架上。
(2)将千分表固定在主轴上,移动X/Z轴,用千分表将大理石调置水平。
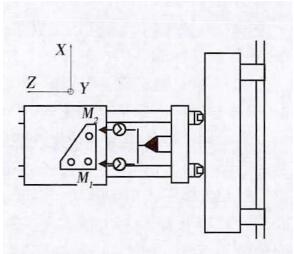
图7 主轴与X轴垂直度检测
(3)移动;T轴,调整大理石的A:方向与机床的X方向平行。
(4)将固定千分表的圆形支架固定在主轴上。
(5)用千分表测量大理石的左侧M1点并将千分表归零,旋转主轴180°,读取千分表似M2点数值。若读数超出标准范围(<10um),调整主轴固定在Y方向滑块垫片厚度。
4.8Z轴与主轴平行度调整方法(图8)
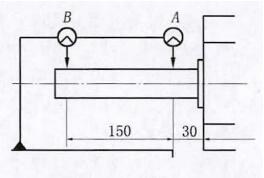
图8 Z轴与主轴的平行度检测
(1)测量主轴检棒A点:沿Z方向距离主轴30mm处。
(2)测量主轴检棒B点:沿Z方向距离主轴180mm处。
(3)测量检棒水平位置与竖直位置最高点,分别将测量A点千分表归零,移动Z轴至测量B点,分别读取千分表数值。若读数超出标准范围(<um)),调整主轴滑块垫片厚度。
4.9 B轴平面度调整方法(图9)
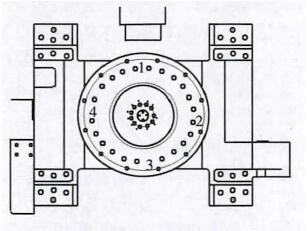
图9 B轴平面度检测
将千分表支架固定一在主轴上,将测量点1处的千分表归零,移动Z、X轴至测量点2、3、4处,读取千分表数值。若读数超出标准范围(<20Um),调整Z轴滑块垫片厚度4.10 B轴盖板跳动的调整方法(图10)
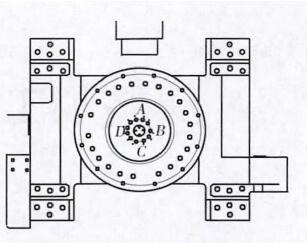
图10 B轴盖板跳动检测
将千分表支架固定在主轴上,将测量点A处的千分表归零,手动转动B轴,分别测量点B、C、D处,读取千分表数值。若超出标准范围(<10Um),调整B轴盖固定位置。
5、几何精度检测方法的应用
某台已运行10年的MAG XS321加工中心加工工件缸孔,再经过珩磨机加工后,测量缸孔圆度、圆柱度超差。检查机床的夹具、主轴、丝杠、导轨未发现问题,将S轴夹具拆下检查可能会影响加工精度的项目,检测数据见表1。
表1 MAG XS321加工中心几何精度检测值 um
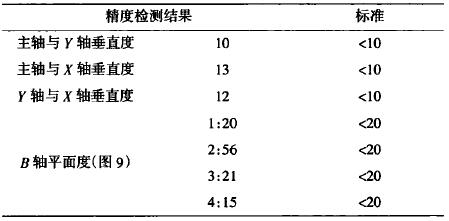
结论:主轴与轴的垂直度及y轴与x轴垂直度已超标准范围,但考虑到该设备已运行10年,符合质量要求。B轴平面度2点已严重超出范围,根据机床结构原理分析,判断是机床右侧Z轴滑块或滑轨磨损导致超差,更换机床右侧Z轴滑块后, 加工工件测量合格。
6、结束语
结合MAG加工中心生产现场实际情况,研究几何精度检测的关键技术,利用几何精度检测方法和几何精度的调整方法,对机床出现的精度误差进行纠正。不同公司生产的型号各异的机床,其精度测量项目和方法会有差别,但测量方法大同小异, 建议拥有加工中心的企业,可提前建立设备精度档案,为日后设备维修提供有效参考。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

