



基于 Device Net 总线的机械手臂控制系统设计
2017-5-19 来源:西安航空学院电子工程学院 作者:乔社娟,高振江
摘要: 机械手臂是工业生产线实现自动化的重要装置,针对机械手臂多动作运动的要求,提出了一种以 Device Net总线为通信方式、触摸屏为人机接口、PLC 为控制单元、伺服电机控制机械手臂的控制方案,介绍了系统的总体设计,描述了硬件组态配置与软件设计。此控制系统已在实际工业生产线中取得验证,提高了生产线的自动化程度和可视度。
关键词: Device Net 总线; 伺服控制; 机械手臂
0.引言
随着自动化技术的快速发展,机械手臂以其操作灵活、易 于 控 制、稳 定 等 特 点 被 广 泛 应 用 于 工 业 生 产 线中[1-2],尤其在一些重金属、多粉尘、高温、高强度等特殊环境中,迫切需要机械手臂进行取件、分拣等操作[3-4]。目前,工业生产线中主要通过 PLC 控制机械手臂,集中控制管理和可视化程度不高。Device Net 总线是在 CAN 总线基础上推出的一种开放、低价、实时、可靠、标准的工业控制底层的现场总线通信技术,主要用于构建底层控制网络[5]。Device Net 总线技术能将可编程控制器、机器人、变频器等各类工控设备连接在网络中,最多支持 64 个 点,通信速率只用了125kbps、250kbps、500kbps 三种,端与端的网络距离最大可达 500m[6-7]。因此,Device Net 可将不同设备或者分散的设备集中控制管理,避免昂贵和繁琐的硬件接线。本文设计了基于 Device Net 总线的机械手臂控制系统,利用 PLC 控制伺服电机精确控制机械手臂动作,通过触摸屏实时监控生产线运行状态和报警情况,提高了生产线的自动化程度,增强了系统的安全性和可视度。
1.系统控制要求
本系统主要针对工艺要求繁多、难易程度一般的工业自动化生产线,需要满足以下要求:( 1) 整个系统稳定可靠、经济实用;( 2) 两组机械臂同时在不同位置进行不同操作,机械手臂位置参数可通过上位机手动设置,机械手臂能够实现多种动作,如: 左移、右移、上移、下移、内移、外移、抓取、松开等 3) 整个系统的每个动作能够实现自动连续周期、自动单周期、手动单步控制;( 4) 系统中所有控制目标的设备状态、控制命令、机械手臂动作与位置、异常情况及报警等信息都可通过网络显示在上位机,同时报警信息需要在不同机械部位以声光形式显示。
2.系统设计方案
2. 1 系统结构
基于 Device Net 总线的机械手臂控制系统采取主从站控制方式,包含上位机、主控制器、从控制器、电磁阀与开关、传感器等 I/O 接口等,系统结构如图 1 所示。
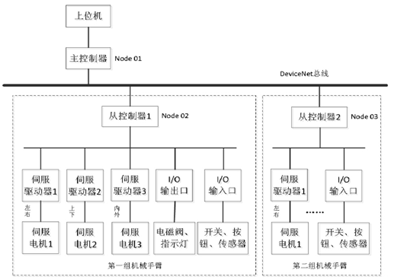
图 1 系统结构图根据系统稳定性
经济实用性要求,本系统上位机选用触摸屏,主站直接选用的 Device Net 模块,从站采用经济型普通 PLC 可编程控制器,主从站通过工业总线转换模块进行通信。
2. 2 系统主从站设计
经过综合考察对比,本系统的主从站主要采用 Delta产品构成,选用进阶薄型主机 DVP-12SA2 模块作为主控制器,左侧高速扩展总线 DEVICENET 专用模块作为通信模块,上位机选用 DOP-B10S411 触摸屏。考虑到经济实用性和可靠性,本系统选用两个最具经济效益的 DVP-32ES2 作为从控制器控分别单独控制两组机械臂,选用一个 DVP16XM211N 作为数字输入扩展模块,所有模块通过DVP-PS01 导轨式工业电源供电。由于 DVP-32ES2 不具备 Device Net 通信功能[8],主从站之间采用两个 IFD9502 工业总线转换模块。IFD9502复合标准 Device Net 通信格式,可连接变频器、可编程控制器、温控器、伺服驱动器等所有 Delta 工业自动化产品,具有 RS232 和 RS485 两种通信方式,通信速率与 Device Net总线匹配,通过旋转开关和拨码开关分别设置已连接下位设备的通信地址和设备类型,一个 Device Net 通信网内所有下位设备具有唯一的通信地址,如图 1 中的 Node 01、Node 02、Node 03。
触摸屏和 PLC 之间通过 Device Net 进行通信。使用Device Net Builder 组态软件和 DOPSoft 组态软件对机械手臂控制系统进行软件组态,使用 Delta WPLSoft 对机械臂动作和异常信息报警进行软件程序设计。
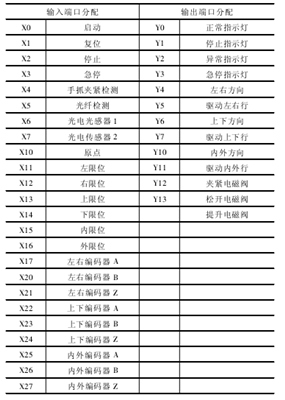
本系统第一组机械臂 I/O 分配表如表 1 所示,第二组机械臂与第一组机械臂 I/O 分配表相类似。
表 1 第一组机械臂对应 I/O 分配表
2. 3 系统软件设计
本系统软件包含 Device Net 组态配置软件、触摸屏组态软件和 PLC 控制软件三部分。
(1) Device Net 网络配置: 通过 Device Net Builder 网络工具对扫描在线的所有模块进行“通信地址”、“通信速率”、“通信格式”等信息进行配置,最终将所有模块组在一个网内;
(2) 触摸屏组态软件: 触摸屏是人机连接的主要接口,负责完成机械臂参数设置的同时,主要显示 I/O 接口的运行情况与报警时产生的异常信息,异常情况通过走马灯形式显示,操作者可根据机械中的声光指示灯判断出故障的大概位置,异常详细情况即可通过触摸屏显示获取,避免了普通 PLC 控制系统出现异常需要逐级排线查找的繁琐;
(3) PLC 控制软件: PLC 控制程序采用具有严谨逻辑关系的顺序控制设计法,实现的功能包含: 机械手臂左右、上下、内外、抓取、松开等,工作方式切换,以及异常报警解析,异常情况只有在 PLC 控制软件中正确解析后传递给触摸屏进行显示,从站 PLC 控制流程如图 2 所示,异常解析作为一个独立分支,从程序开始同步与机械臂动作进行,当发生异常时首先停止机械臂动作防止发生机械损坏,异常清除后机械手臂继续完成当前动作,无需重新上电。
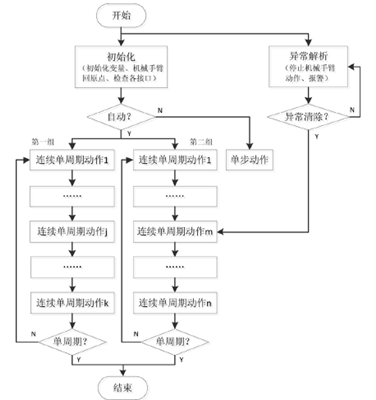
图 2 从站 PLC 控制流程图
3.结束语
机械手臂作为生产线重要的自动化机械装置,在工业、医疗、军事等各行业被广泛应用[9]。本文结合 Devi-ce Net 总线技术、触摸屏组态技术和 PLC 控制技术实现了两组机械手臂单独的多方位自由运动,异常情况及时报警并显示详细原因。本系统已在某自动化生产线投入使用,经过验证达到了系统稳定可靠、安全、经济实用的要求,提高了生产线自动化程度和可视度,同时,本系统硬件和软
件设计适合多场合生产线机械手臂要求,可根据不同的工艺要求稍作调整。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

