



基于LabVIEW的橡塑自送料机器人远程监控系统
2020-3-12 来源: 河北工业大学机械工程 河北托利智能 作者:谷裕 李健 付建生 师占群
摘要:开发基于LabVIEW的橡塑自送料机器人远程监控系统,介绍监控系统的总体设计和硬件构成以及软件模块实现的关键技术。该监控系统可以在线监控机器人的运行状态,随时抽取任何关注点的运行信号并进行分析,提高现场工作人员对机器人的掌控和故障检测能力。
关键词:机器人;虚拟仪器;远程监控系统;LabVIEW
随着中国制造2025的快速推行,工厂智能化技术不断发展和应用,计算机自动控制和管理已成为现代企业的发展方向 ,机器人代替人进行生产操作已成为企业发展的方向,特别是在劳动强度大、工作危险性高的场合,更是企业技术升级的首选。橡塑胶塞除边工序过去一直沿用人工上下料实现模切,执行效率低,具有潜在的危险性。橡塑自送料机器人可以实现胶塞模切工序自动上料,从而有助于实现医用胶塞生产过程自动化。为进一步提高机器人的技术水平,本工作研发了一套自送料机器人的远程监控系统。
本系统采用个人电脑(PC)作上位机,以可编程逻辑控制器(PLC)和NI采集卡作下位机,利用用于过程控制的对象链接与嵌入(OPC)技术和LabVIEW实现了下位机的数据采集、数据处理、停机报警、显示和保存。本系统不仅能实时监控橡塑自送料机器人的数据运行,将机器语言转化为操作者熟悉的可视化界面,还能实现机器性能的检测和远程监控,在机器故障时发出报警。本系统在为某公司最新研发的胶塞模切自送料橡塑机器人中取得了很好的应用效果。
1、监控系统的总体设计
橡塑自送料机器人分为送料流程和放料流程,主要由上料系统、输送系统、空料检测系统、机械手换位系统、直线导轨、平整度检测系统、成品回收系统、废料回收系统等构成,送料和放料流程分别如图1和2所示。
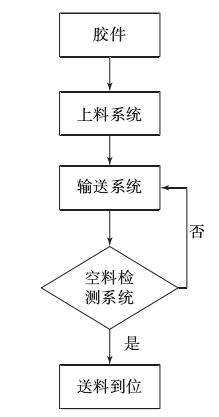
图1 送料流程
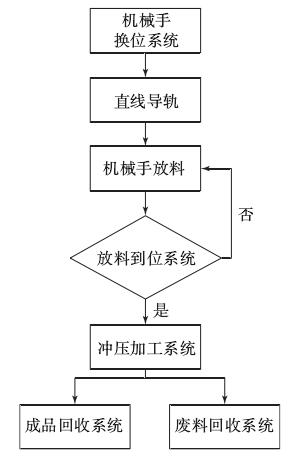
图2 放料流程
自送料机器人首先运行送料流程,将胶件放入上料系统中,由上料系统运送到输送系统中,在输送系统中加入空料检测系统,若有料则送入指定的位置,等机械手抓取之后输送下一个胶件;当胶件放入指定位置后,启动放料流程,由机械手抓取胶件通过直线导轨送入放料位置,若检测放料到位,启动压床冲压胶件,分别回收成品与废料,机械手回归原位,等待下一次送料到位。
橡塑自送料机器人包含伺服电机、减速器、限位开关、光栅尺、编码器、气缸、红外传感器、开关、触摸屏等,各类传感器实时采集数据,并将测试值输送给PLC,PLC再通过伺服电机、气缸等控制相关执行元件。
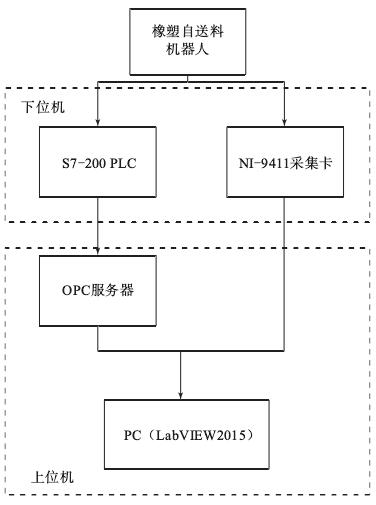
图3 自送料机器人远程监控系统总体结构
自送料机器人远程监控系统总体结构见图3。通过对橡塑自送料机器人的分析,明确了远程监控系统的主要任务。系统运行时,基于LabVIEW2015开发的上位机软件通过SIEMENS的OPC服务器读取S7-200 PLC上所有数字数据,并根据用户要求设计相应的监控模块。安装在伺服电机上的编码器和导轨上的光栅尺分别将脉冲传送给NI-9411采集卡,采集卡将采集到的信号转化为角度和位移变化量和方向。通过PLC和NI-9411采集卡两部分的配合,实现对橡塑自送料机器人的整体监控。
2 、硬件设计
硬件配置1台计算机、1台SIEMENS S7-200 PLC、编码器、光栅尺、数字量输入模块、电源、两台NI-9411数字采集卡、USB-PPI电缆、连接线等。其中,数字量输入模块用于采集橡塑自送料机器人的数字信号,包括限位开关信号、伺服电机脉冲数、气缸运行信号、红外传感器信号等。光栅尺用于采集胶件输送位置,编码器用于采集伺服电机旋转角度,USB-PPI电缆用于实现S7-200 PLC与LabVIEW2015之间的通信,将上位机采集数字量输入模块采集的传感器数据和S7-200 PLC在橡塑自送料机器人运行期间产生的变化量传递给上位机。NI-9411采集卡具有比OPC服务器调用数据更快的采样频率,用于采集编码器和光栅尺的脉冲信号,该系统配置的S7-200 PLC和NI-9411采集卡如图4和5所示。

图4 系统配置的S7-200 PLC

图5 系统配置的NI-9411采集卡
本系统中光栅尺和编码器都属于增量式光电编码器,输出两组相位差为90°的方波脉冲信号,脉冲数表示位移大小,因为编码器A相和B相具有90°的相位差,通过比较A相还是B相在前,可以判别编码器的方向,以此来判断胶件的运行方向。编码器和光栅尺与NI-9411采集卡的接口电路如图6所示。
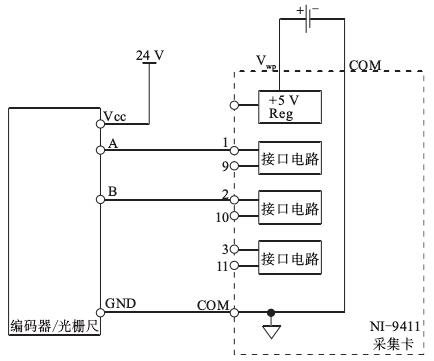
图6 编码器/光栅尺与NI-9411采集卡的接口电路
3 、 软件设计
软件设计部分需要实现的功能包括控制参数设定、数据实时显示、数据实时存储、查询、分析、故障判断 。根据以上功能需求,系统设计采用以下软件:LabVIEW2015,SIMATIC Step 7 V4.0,S7-200 PC Access V1.06,其中LabVIEW2015用于编写监控程序和界面程序,并通过DataSocket技术访问OPC服务器;LabVIEW2015与S7-200 PLC的连接需要配置OPC服务器,S7-200 PC Access V1.06是S7-200 PLC专用的OPC服务器,用于配置OPC服务器,提供S7-200 PLC与LabVIEW2015的 连 接 通 道。SIMATIC Step 7 V4.0用于分析PLC程序,优化监控的内容与流程。根据模块化的设计思想,本系统采用状态机和生产者/消费者设计模式相结合的方式编写程序,可维护性强。软件设计流程见图7。
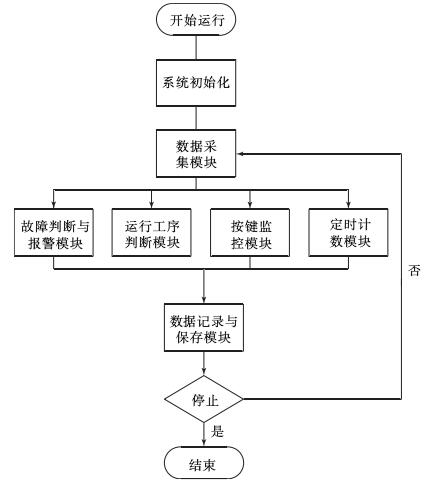
图7 软件设计流程
3. 1 数据采集模块
3. 1. 1 LabVIEW与PLC通信实现
OPC服务器是基于微软的对象链接与嵌入(OLE)、组件对象模型(COM)和分布式组件对象模型(DCOM)技术,定义了一套标准的接口,采用客户/服务器模式,只要硬件厂商提供OPC服务器接口,就可以在OPC服务器客户端读取PLC中的信息。采用OPC服务器的优势在于,连接PLC不需要根据PLC的型号而重新编写程序,只需要对OPC服务器进行简单设置就可以通信。
SIEMENS S7-200 PLC 有 专 门 的 OPC 服 务器程序 PC Access,可设置PLC的变量和地址,设置完成后,在LabVIEW2015中采用DataSocket函数访问OPC服务器。对OPC服务器的访问有两种方法,可以通过编程将前面板的控件与OPC服务器对应的变量绑定,从而实时访问PLC数据,见图8。其中,OPC://代表OPC协议,localhost代表主机名,S7-200. OPCServer代表OPC服务器名,Microwin. NewPLC运行按钮为项目名。
3. 1. 2 LabVIEW与光栅尺、编码器的通信实现
数据采集(DAQ)模块通过在LabVIEW中创建、编辑、运行NI-DAQmx虚拟通道和任务,可以很方便地帮助用户实现数据采集操作。
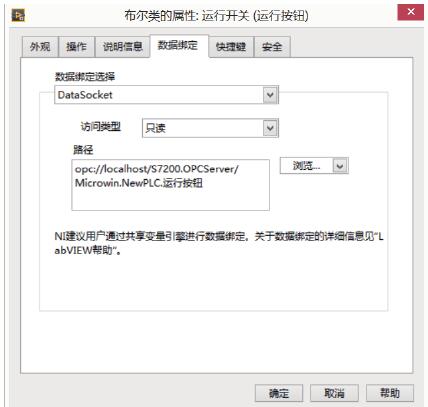
图8 LabVIEW控件与OPC数据绑定窗口
本系统通过DAQ模块分别创建光栅尺、编码器两个虚拟通道和任务,设定好光栅尺输入端、光栅尺A相和B相、编码器输入端、编码器A相和B相、采样间隔,再根据光栅尺和编码器的分辨率设定光栅尺的脉冲间隔和编码器的脉冲,通过DAQmx读取虚拟通道(VI)和定时循环结构实现数据采集。再将采集到的数据通过通知器发送到从循环,在从循环实现50个点求和平均测速,并且加入超时报警。程序每次采集的数据文件均实时存储在电脑指定的文件夹中,方便查看。光栅尺和编码器的程序分别如图9和10所示。
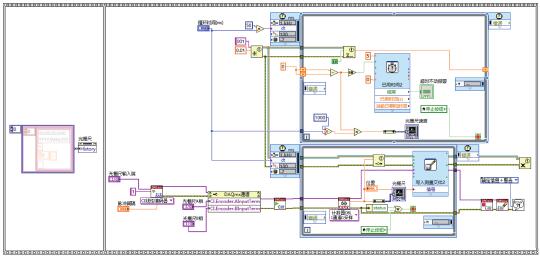
图9 光栅尺读取和测速程序
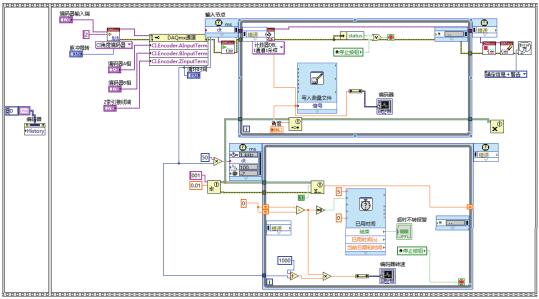
图10 编码器读取和测速程序
3. 2 运行工序判断模块
根据橡塑自送料机器人的工艺流程,每个工序对应的PLC程序中均设置标志位。在S7-200 PLC执行每个工序时,标志位的数据也发生变化,LabVIEW2015程序通过检测标志位数据的变化,实时显示当前橡塑自送料机器人的运行工序,再根据S7-200 PLC程序中的运行标志位,判断橡塑自送料机器人的运行状态。工序和系统状态显示程序如图11所示。
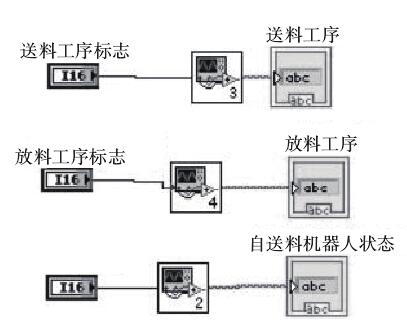
图11 工序和系统状态显示程序
3. 3 按键监控模块
机器人的启动和停止离不开对启动按键和停止按键的控制,对按键的监控可以了解机器人启动和停止时间,所以本系统添加了对按键的监控,可以记录启动按键和停止按键时间,且保存在指定的路径下。通过对启动按键和停止按键时间的分析,可得出机器人运行时间。按键监控程序如图12所示。
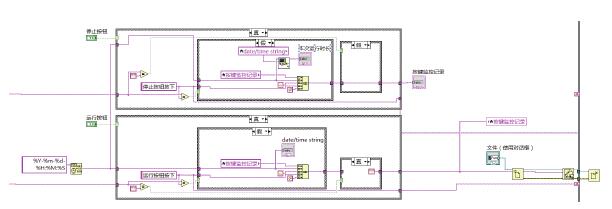
图12 按键监控程序
3. 4 定时计数模块
根据用户需要,在橡塑自送料机器人运行过程中,需测试一定时间内的输送能力,即记录限定时间内的送料次数,本系统针对此要求设计了定时计数模块,如图13所示。设置好定时的时长,点击开始计数按钮,每放料成功1次,计数器计数自动加1,等到已用时间超过定时时长时,计数器的数值不会发生变化,并且自动计算自送料机器人平均每次送料的时间。
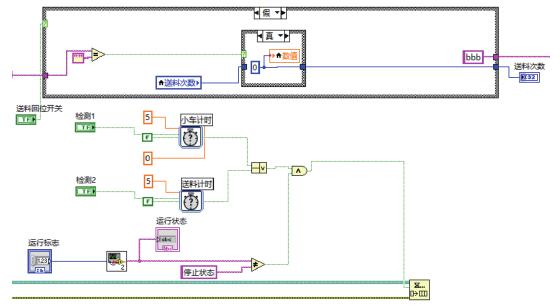
图13 定时计数模块
3. 5 故障判断与报警模块
根据对橡塑自送料机器人的分析,送料到位、回位,放料到位、回位的时候,都会给PLC发一个脉冲,如果在限定的时间内,PLC没有收到这个脉冲,则说明机器发生故障,因此本系统设计了故障判断与报警模块,如图14所示。采用生产者/消费者设计模式,当在5 s内没有接收到脉冲且自送料机器人处于运行状态时,系统发出停机报警,且给出故障发生的时间,并将故障信息按日期分类记录在程序所在的目录下。
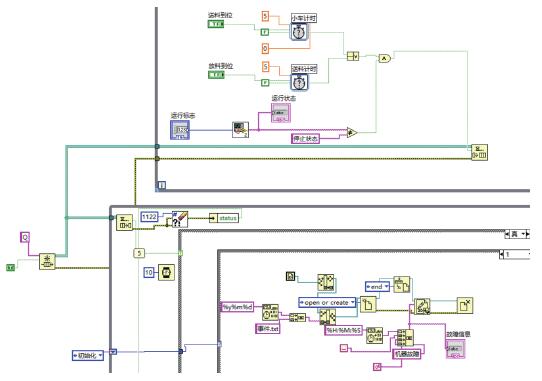
图14 故障判断与报警模块
3. 6 远程通信实现
远程通信是工业自动化生产的必要功能,远程通信的功能就是把现场设备当作服务器,将远端的设备当作客户端。将客户端的前面板与服务器的前面板同步,达到控制客户端程序,相当于控
制服务器前面板程序的目的。
首先,配置本地LabVIEW2015的WEB服 务器。LabVIEW2015支持用户程序通过WEB发布,通过创建一个HTML文档并嵌入VI或者独立应用程序的前面板。在使用远程监控功能前,必须在服务器端配置WEB服务器,配置过程如下:(1)打开工具菜单的WEB发布工具,选择需要远程监控的VI,查看模式,选择内嵌,点击下一步;(2)设置显示界面标题为橡塑机器人远程监控系统,页眉与页脚设置为空,点击下一步;(3)按照用户要求配置每项需求的网址,点击启动WEB服务器,即可完成设置。
其次配置客户端的远程监控。客户端计算机务必与服务器计算机保持一致的LabVIEW Run-Time引擎,连接方式有两种:(1)新建1个VI,点击操作菜单下的连接远程前面板指令,在弹出的对话框中输入配置的服务器地址、端口和VI名称,选择是否请求控制,点击连接按钮,即可对服务器程控进行浏览和控制;(2)通过IE浏览器连接服务器,在网址栏输入配置WEB服务器配置的URL地址即可(见图15)。

图15 通过网页查看和控制VI前面板
4 、试验与结果
系统在橡塑自送料机器人上实际运行结果表明了机器人运行正常以及基于LabVIEW的橡塑自送料机器人监控系统的可靠性与便利性。PLC信息监控界面见图16,界面选取了现阶段重点关注的运行信号,若增加其他关注点,可以直接抽取运行信号进行分析。编码器与光栅尺显示与记录界面见图17。

图16 PLC信息监控界面
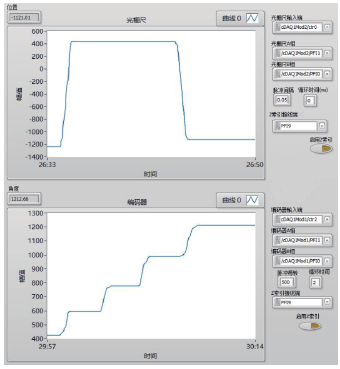
图17 编码器和光栅尺显示与记录界面
5 、结论
通过对橡塑自送料机器人运行状态的观测和PLC程序开发的基于LabVIEW的橡塑自送料机器人远程监控系统能很好地完成橡塑自送料机器人运行过程中的远程监控任务,人机交互界面清晰,操作方便。该监控系统不但可以在线监控机器人的运行状态,还可以随时抽取任何关注点的运行信号进行分析,提高了现场工作人员对机器人的掌控和故障检测能力。该监控系统工作稳定,实用性强,可扩展性强,已成功应用于某新型橡塑自送料机器人系统。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

