



FANUC 机器人在激光切割领域的应用研究
2023-7-10 来源:江苏亚威创科源激光装备有限公司 作者:陈明 卢俊
1. 机器人激光切割市场
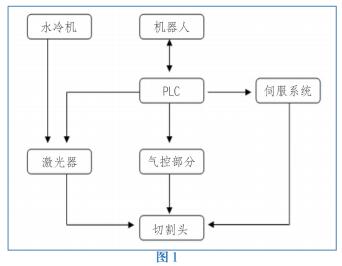
机器人激光切割的使用行业主要有电梯、汽车配套零部件、工程机械、农业机械、罐体封头、模具制造、运动器材、厨具、工业设计研究院等行业,其中汽车行业占据半壁江山,比如江铃汽车、北汽福田、宇通、金龙汽车等国内知名的汽车厂商和近江汽车零部件、摩多巴克斯、劳士领汽车配件、霍勤汽车零部件等大型汽车零部件配套商。应用特点 : 适用于汽车零部件、钣金覆盖件、管件和底盘件等多批次批量的生产 ; 可以替代开模冲压,适合个性化生产,缩短产品的开发周期 ; 能够自由、灵活的实现各种复杂三维曲线加工轨迹 ; 通过机器人的编程示教,可以快速切换各种规格工件的加工制造 ; 占地面积小、系统柔性、容易集成自动化生产线。工作原理如图 1。
国务院在 2012 年发布《节能与新能源汽车产业发展规划(2012-2020 年)》后,汽车轻量化迫在眉睫,随着近几年汽车轻量化研究的持续推进,热冲压成型这种工艺应用占汽车制造所需钣金的比列逐年递增,成型件也从汽车的 A 柱、B柱向整体门环发展,这给了机器人三维切割更多市场机会,也带来了过多挑战,高端三维五轴激光切割机是机器人面对三维件切割的最大替代者,三维五轴的效率是机器人切割的 2~3 倍,精度也比机器人稍高一些,机器人切割想要在市场上继续保持竞争力,必须在设备成本、加工效率、机器人重复定位精度、机器人能耗方面持续提升。
2.FANUC 机器人应用
2.1 如何选择合适的机器人
机器人切割中机器人的选择主要考虑机器人的重复定位精度、机器人的负载、机器人的臂展及机器人的价格这几个因素,本文只考虑 Fanuc国务院在 2012 年发布《节能与新能源汽车产业发展规划(2012-2020 年)》后,汽车轻量化迫在眉睫,随着近几年汽车轻量化研究的持续推进,热冲压成型这种工艺应用占汽车制造所需钣金的比列逐年递增,成型件也从汽车的 A 柱、B柱向整体门环发展,这给了机器人三维切割更多市场机会,也带来了过多挑战,高端三维五轴激光切割机是机器人面对三维件切割的最大替代者,三维五轴的效率是机器人切割的 2~3 倍,精度也比机器人稍高一些,机器人切割想要在市场上继续保持竞争力,必须在设备成本、加工效率、机器人重复定位精度、机器人能耗方面持续提升。
2.FANUC 机器人应用
2.1 如何选择合适的机器人
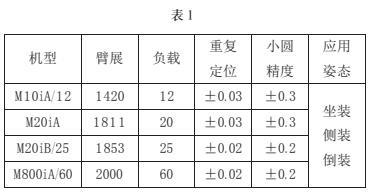
机器人切割中机器人的选择主要考虑机器人的重复定位精度、机器人的负载、机器人的臂展及机器人的价格这几个因素,本文只考虑 Fanuc品牌,综合考虑以上因素,罗列了以下几款,见表 1。
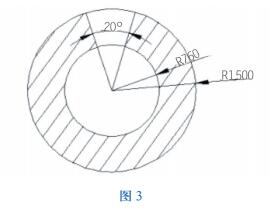
实际应用过程中需要考虑客户需求的加工件范围如何,切割最大功率多大,配备的切割头及连接机器人法兰的模组重量等因素。当选用M20iB 机器人正装时,图 2 为当加工工件上表面时,工件摆放范围的俯视图 ; 图 3 为当加工工件侧表面时,工件高度小于 350mm 时,工件可摆放范围的俯视图。

2.2 Fanuc机器人的切割编程
示教器是主管应用工具软件与用户之间的操作装置。
机器人与 PLC 之间的通讯建立是应用的关键之一,Fanu 机器人提供 EtherNet/IP、EtherCat、Socket、OPC UA 等多种收费协议,为了能够达到更好的性价比,本文推荐使用免费的 Modbus/TCP 协议。Modbus 在 Fanuc 机器人应用中存在最大的问题是传输模拟量信号时不稳定,严重影响使用,为了解决这个问题,建议将通讯中使用的模拟量如激光器功率、占空比、外部轴目标位置值转换为二进制以 8~16 位数字量组合替代使用。
2.3 离线软件配合使用
针对复杂工件人工示教费事费力依旧无法达到良好效果时,客户可以选择离线软件配合生成机器人执行程序,在离线软件中建立机器人、切割头、工装、工件模型,然后就点位、加工向量、运动路径进行调整,在线模拟,可以快速实现机器人和工件相对合理的摆放位置,是否能够避免干涉实现路径规划,优化空走路径,估算加工时长等,最后根据集成商要求加入光、气、电相应控制逻辑形成后置文件。目前市场上主流的离线软件有美国的 RobotmasterV7、俄罗斯的SprutCam 和 Fanuc 自带的 ROBOGUIDE 几款离线软件,RobotmasterV7 在操作方便性、路径优化上较好,SprutCAM 在多机器人协调、外部轴配合以及价格方面有一定优势,ROBOGUIDE在项目前期无需实物、搭建环境,编写程序快速对项目可行性进行验证及完成项目前期工作,减少后期调试时间。
3. 典型解决方案
3.1 TCP 值示教
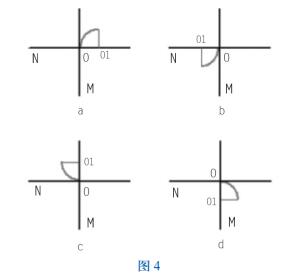
机器人实际切割应用中,需要写入 TCP 值,首先可以使用机器人自带的六点法进行示教,得出工具值填入系统中,但由于切割头一般装在随动系统下,且切割头末端并非尖点,用此方法得出的工具值不利于实际应用。本文根据实际应用经验总结出一套简单快速的调整方法,首先根据切割头粗测量及右手法则对法兰中心的变化输入 TCP 估算值,如 X=280,Y=0,Z=190,RX=-180,RY=-90,RZ=0。第二步是在切割头垂直正下方建一个 MON 直角坐标系,打开激光器红光,把切割嘴平移到原点 0 的正上方,在机器人工具坐标系下将 Z 轴拉高,如果红光沿 M 轴正方向移动,增大 RY 的值,反之减小,如此反复直至光斑不沿 M 轴运动为止。第三步依旧将切割头平移到原点 O 正上方,通过开启随动将 Z 轴的高度移动到最佳切割位置,在工具坐标系下按RZ+ 顺时针旋转 90°,根据红光在 MON 坐标系中的运动情况更改工具值,如图 4,a 把 Y 值增大圆弧的半径大小,b 把 Y 值减小圆弧的半径大小,c 把 Z 值增大圆弧的半径大小,d 把 Z 值减小圆弧的半径大小,重复此过程,直至红光光斑移动在 0.2mm 之内。
在上面基础上按 RZ+ 逆时针旋转 90°,如图5,e 把 Y 值增大圆弧的半径大小,f 把 Y 值减小圆弧的半径大小,g 把 Z 值减小圆弧的半径大小,h 把 Z 值增大圆弧的半径大小,至此,一个较为准确的工具值实际完成。

3.2 多工位应用
在 Fanuc 机器人中可以使用IF+JMP/LBL、SELECT+CALL 和 RI 参数自行编辑多工位控制程序,亦可以使用 Fanuc 机器人提供的RSR 机器人服务请求方式或 PNS 机器人程序编号选择启动方式。所需启动的机器人程序可以使用外部控制设备如 PLC 等通过信号的输入、输出来选择和执行,系统信号是机器人发送和接收外部控制设备的信号,以此实现机器人程序运行。RSR 特点 : 当一个程序正在执行或者中断时,被3.2 多工位应用在 Fanuc 机器人中可以使用 IF+JMP/LBL、
SELECT+CALL 和 RI 参数自行编辑多工位控制程序,亦可以使用 Fanuc 机器人提供的RSR 机器人服务请求方式或 PNS 机器人程序编号选择启动方式。所需启动的机器人程序可以使用外部控制设备如 PLC 等通过信号的输入、输出来选择和执行,系统信号是机器人发送和接收外部控制设备的信号,以此实现机器人程序运行。RSR 特点 : 当一个程序正在执行或者中断时,被3.2 多工位应用在 Fanuc 机器人中可以使用IF+JMP/LBL、SELECT+CALL 和 RI 参数自行编辑多工位控制程序,亦可以使用 Fanuc 机器人提供的RSR 机器人服务请求方式或 PNS 机器人程序编号选择启动方式。所需启动的机器人程序可以使用外部控制设备如 PLC 等通过信号的输入、输出来选择和执行,系统信号是机器人发送和接收外部控制设备的信号,以此实现机器人程序运行。RSR 特点 : 当一个程序正在执行或者中断时,被选择的程序处于等待状态,一旦原先的程序停止,就开始运行被选择的程序 ; 只能选择 8 个程序。RSR 程序名必须为 7 位,由 RSR+4 位程序号组成,程序号为 RSR 记录号 + 基数。PNS 由 8位 RI 组合进行程序号选择,最多可控制 256 个程序。
3.3 外部轴应用
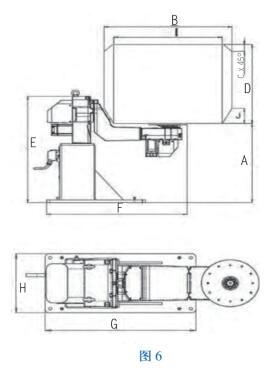
外部轴应用主要有与机器人同组应用,如机器人底座安装在移动轴上,或与机器人协调配合属于不同分组的变位机控制。下面定义几种常用的变位机类型,可以解决大部分客户需求,A 型变位机如图 6 所示,配 2 个旋转电机,其中需要重点考虑的是竖直旋转的减速机选择,为了实现无线旋转,考虑走线必须采用中空减速机,为了实现成本控制,选用偏心减速机时要着重研究走线布局和内部密封问题。C 型变位机定义为旋转平台,目前我们选用的为 Weiss 和德克斯 2 个品牌,具体型号可以根据工位到位需求时间、工位负载、工件尺寸等因素决定。A 型变位机面向的主要群体为异型管件,C 型覆盖面更广,管件和钣金覆盖件均能使用,当 C 和 A 的组合我们命名为 B 型变位机。根据工件的难易程度、干涉、范围可以设计出更多类型变位机,主要考虑集成化,模块化,参数设计化,通用性强,尽可能采用中空式结构,考虑气路、电缆的走线。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

