


浅谈加工中心螺纹加工
2021-3-31 来源:南通职业大学技师学院 作者:周伯秀
摘要: 螺纹主要作用是在机械中起连接、调整、传递运动和动力。本文介绍在加工中心上是怎样攻螺纹和铣螺纹的,以及如何编写这部分程序的。
关键词 :数控编程;攻螺纹;铣螺纹
1 、前言
螺纹的主要功能是在机械中起连接、调整、传递运动和动力,主要在车床上加工得到,本文主要讨论在加工中心上加工螺纹的方法。在加工中心加工螺纹一般有攻丝和铣螺纹。
2、 攻螺纹
攻丝即是用丝锥在孔中加工螺纹的方法 。 有柔性攻丝与刚性攻丝 。它们的区别如表1。
表1 两种攻丝方式的区别

若通过修改参数值来确定是刚性还是柔性攻丝,当参数N0.5200#0 被设定为 0就用 M29 G84/G74 这种常用方法来实现刚性攻丝。当参数 No.5200#0 被设定为 1,则刚性攻丝不需用M29,直接用 G84/G74指令则可。目前国内的刚性攻丝的不多,大多都用柔性攻丝,这样刀具的重复使用的次数多,可以缩减成本。
2.1 攻丝的指令格式
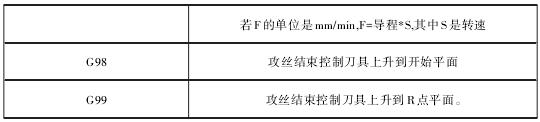
G98(G99)G84 /G74 X__Y__Z__R__F__各参数和含义如表2。
表2 各参数的含义
2.2 G74与G84的比较
2.2.1 G74
(图1)指令的刀具运行轨迹G74(图1)指令的刀具运行轨迹如图1所示。

图1 G74攻螺纹的刀具运动轨迹
其动作过程如下:(1)主轴反转,丝锥以G0方式到螺纹孔中心位置(x,y);(2)丝锥沿Z向以G0方式移动到R点平面;(3)攻丝;(4)攻完丝后,主轴暂停后正转,丝锥以加工速度上升到R点平面(G99)在 R 平面处暂停后反转,或再上 升到开始平面(G98)。
2.2.2 G84
(图2)指令的刀具运行轨迹G84(图2)指令的刀具运行轨迹如图2所示。

图2 G84攻螺纹的刀具运动轨迹
G84攻螺纹其动作过程如下:(1)主轴正转,丝锥以G0方式到螺纹孔中心位置(x,y);(2)丝锥沿Z向以G0方式移动到R点平面;(3)攻丝;(4)攻完丝后,主轴暂停后反转,丝锥以加工速度上升到R点平面(G99)处暂停后正转,或再上升到初始平面(G98)。
2.3 应用
例如图3在30×30×20的钢板上攻M10深20mm的螺纹孔,如图3所示

图3 攻丝
2.3.1 工艺步骤
工艺步骤如下:(1)钻中孔;(2)钻Ø8.5的底孔;(3)孔口倒角C1;(4)攻M10的螺纹孔。
2.3.2 攻螺纹的程序
(在上表面的孔中心位置为坐标原点,即坐标为(X0,Y0,Z0))

3 、铣螺纹
在加工中心铣螺纹,同一把螺纹铣刀可以加工出不同旋向、螺距、大小的内外螺纹,线速度可达80~200m/min,效率高 。
3.1 铣螺纹螺纹旋向的判断
(1)加工前,要看清螺纹加工方向。左旋螺纹:从 + Z 往负方向看是一条逆时针螺旋线,右旋相反,见图 4 。(2)加工方法有刀具从上至下或从下至上两种。(3)从上而下和从下而上对螺纹加工的区别是:由此决定使用G2还是G3,即顺逆铣。

图4 螺纹加工方向
3.2 铣削螺纹指令

G02/G03运行一次会产生一条360度的螺旋线.若要加工的螺旋线大于一条时,就反复用G02/G03插补指令。
3.3 应用
例如图 5 在 50×50×20 的方块上铣 M30×2 深 20mm 的螺纹孔,如图5所示。
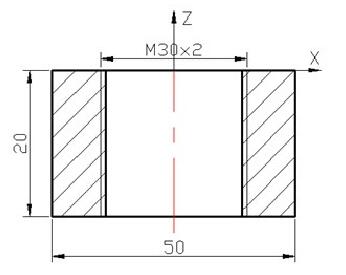
图5 铣螺纹
3.3.1 工艺步骤
工艺步骤如下:(1)钻中孔;(2)钻Ø8.5的底孔;(3)粗精铣螺纹底孔 φ28,螺纹底孔直径=底孔直径=M30—P2=28;(4)孔口倒角1.5;(5)铣削内螺纹。先粗铣后精铣,检测后微调尺寸再精铣。
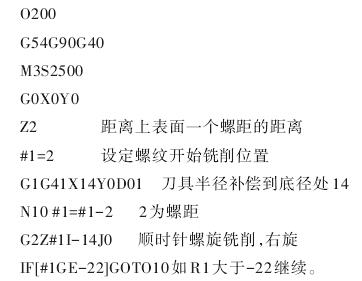
3.3.2 铣螺纹的程序
加工方法采用刀具从上至下

3.3.3 刀补的设定
刀补的设定如图6。

图6 刀偏设定
螺纹刀回转半径 R= 螺纹孔底径/2-a ,R=14-a(a 根据显视屏读出)D01中半径补偿值取值:

总之,通过对加工中心上加工螺纹技术的分析与研究,并经实践生产证明,螺纹的加工比在普机上效率提高了 2~3 倍,质量和精度绝对符合设计要求,而且可大大缩减刀具成本。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

