


摘要 :轧辊磨床的振动故障在日常生活中较为常见,尤其是钢企轧钢厂中使用广泛,轧辊磨床振动故障的消除策略是当下考虑的重点。本文就当前轧辊磨床中会出现的振动故障进行分析,通过各种方法排除不确定因素,找出产生振动故障的真正原因,并找到消除轧辊磨床故障振动的有效策略,使得振动故障可以及时得到解决。
看起来质量较高,实际上都是在轧辊表面磨削的基础上完成的,而轧辊摩擦技术又进一步保证了轧辊表面的质量。但是目前轧辊磨床在许多方面还存在缺陷与不足,所以找到解决缺陷的办法才是最为重要的任务,及时对轧辊磨床出现的一些故障进行防止与完善。
1、 轧辊磨床存在问题的原因分析
造成轧辊磨床的振动故障的原因有很多,具体表现如下:
1.1 磨削工艺上的参数分析
轧辊磨床主要包含轧辊转速、纵向进给、砂轮转速、横向进给四个磨削工艺的参数。参数的差异经常会导致磨削力发生相应的变化,砂轮架与床身也就会因为砂轮跟轧辊转速的不同而在振动上有所差别。一般当整体刚度不变的情况下,如果磨削力变大,就会使床身和砂轮不稳定性加重,此外,工件表面也会因为砂轮的颤动使振幅值产生相应的变动。下面便是各个工艺参数导致磨削质量受到影响的分析:
1.1.1 工件的转速
对于磨削效率来说,只要提高砂轮的转速就可以使磨削效率也得到提高,如果磨削力减小,工件表面因为磨粒犁耕而形成的一些隆起高度就会相对有的变小,当其他的工况一定的条件下,提高砂轮的转速,磨削之后砂轮表面精度也就会得到提高,由于提高砂轮的转速,砂轮达不到平衡时的离心力就会变大,导致砂轮振动的现象加强,从而降低轧辊加工的精度。
1.1.2 工件的速度
工件的速度越低对于磨削力来说就有降低的作用,表面质量得到提高,支撑抬的坚固性也会得到加强,与此同时却会使磨削效率降低,导致每一个工件磨削的时间加长。
1.1.3 磨削的宽度和深度
单次的磨削深度只要越深,轧辊表明被磨削之后的精度就会越好,与此同时只要磨削力比较大,机床表现出来的振动幅度也会相应增大。磨削的宽度较宽,也会使磨削力加大,致使机床振动的效果更明显。轧辊磨床故障振动和消除策略探讨
1.2 导致振动的原因
1.2.1 导致砂轮颤振的原因
砂轮是依靠砂轮的轴承支撑起来的,再通过皮带轮、砂轮的主轴和砂轮的电机三者之间的互相连接,三者之中任何一方振动都会引起砂轮振动。而引起砂轮震颤的原因也有很多,首先会因为砂轮的不平衡产生离心力,从而带动砂轮振动。其次砂轮电机进行皮带的传送时,传送的皮带长短的差异会导致皮带之间拍打的状况,从而使砂轮产生震颤,虽然因为皮带拍打而产生的震颤影响较小,但是却不可以忽略。最后砂轮还会因为电机驱动电流回流时而导致颤振,因为电机驱动系统的回路谐波电流会带动电机的转矩产生波动,进
而形成谐波强迫的振动源。
1.2.2 砂轮幅值变动原因
轧辊的消磨经常会因为机械结构间的系统阻尼跟约束而受到影响,且强迫振动的幅度也不会一直保持,往往会因为振动的幅值而发生变化,从而使工件的表明振纹深度受到影响。导致砂轮幅值发生变化的因素有许多:首先三轮轴承之间的间隙大小会影响到砂轮幅值发生变化,间隙越小,轴承抗振性就越高。其次导轨接触口的刚度跟导轨几何、接触精度与导轨材料都有密切的联系。最后传动系统存在一些传动间隙或是钢度较低,都会使砂轮架在水平的抗振性受到或多或少的影响,致使砂轮振动幅值加大。
1.2.3 轧辊的跳动
在进行轧辊加工时,经常会因为轧辊自身安装的问题或是外界的干扰,都会使轧辊在运转上达不到平衡,在轧辊进行磨削时,造成轧辊产生跳动的因素有很多,其中主要的是以下两个:首先支撑架跟轧辊轴颈之间的润滑度不够。其次轴颈的表面质量较差。在再加工、轧制、安装工作轴的时候,会使工作轴的轴颈受到各种程度的伤害,例如磨损与划痕等。以上的缺陷都会在轧辊进行第二次磨削时,影响到轧辊加工的质量。
2 、振动的测试验证
2.1 测试的信号分析
就钢企使用的轧辊磨床研究得知,水平方向砂轮架振动的力度最大。图一到图三表示出了抛光阶段磨床编号是360C59与383X58 以及354X59 时,水平方向砂轮架振动位移的频谱图。
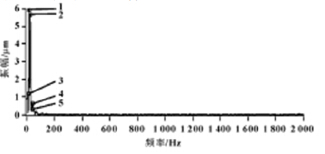
图一 360C59 砂轮架水平振动频谱图
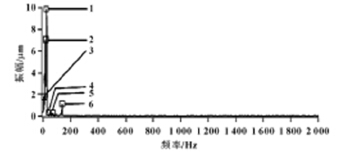
图二 383X58 砂轮架水平振动频谱图
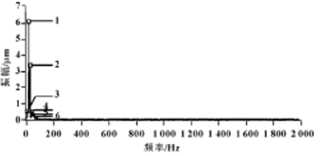
图三 354X59 砂轮架水平振动频谱图
3 、轧辊磨床故障振动的消除策略
(1)要定时的对砂轮电机实施检查,将旧的轴承用新轴承取代,让磨床原本的性能得以恢复。此外,还要再一次对砂轮主轴轴承间隙进行调整,因为轴承刚度会受到轴承间隙的影响,间隙较大会影响轴承的抗震性,只有间隙调小,才会使轴承抗振性得到提高。
(2)每一次对砂轮进行更换时,要对砂轮进行多次平衡,并且在新砂轮安装的时候,还要重新再平衡一次,才能在主轴上进行安装,砂轮在冷却液体进行吸收之后还要拆下来再一次平衡。只有砂轮平衡确定之后,才会将轧辊磨床技术中的一些故障消除。
(3)还可以把砂轮电机转子拆下来,将皮带与转子一起实施动态平衡,这样钢企冷轧板才可以正常运行。只是在选择皮带时要使皮带长短达到一致,这样安装才会适当轻松。一旦出现皮带长短不一致的情况,就会影响安装,进而降低工作效率。
总而言之,轧辊在钢企的轧钢厂中占有着重要地位,同时轧辊磨床中的一些潜在故障阻碍了钢企轧钢厂的顺利运行,这也就是当下钢企首要考虑的问题。所以在使用轧辊磨床的时候,要尽可能对可能存在的故障原因进行分析,采取最有效的解决措施,使轧辊磨床的振动故障得到及时的抑制,进而让钢企的轧钢厂可以更好地使用轧辊磨床的技术。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

