


基于数控成型磨齿机的高精度齿轮加工方案
2020-12-15 来源:中车戚墅堰机车车辆工艺研究所有限公司 作者:姜连杰;陆堰龙;曹 斌;杨 虎
摘 要:通过分析数控成型磨齿机的磨削系统与检测系统,简化齿形的压力角偏差与公法线之间的关系,实现了高精度齿轮的不良品修复和加工快速换产( SMED) 。
关键词:数控成型磨齿机; 渐开线齿轮; 磨削系统
作为国家铁路传动系统的重要供应商,中车戚墅堰机车车辆工艺研究所有限公司每年都要加工大量的铁路机车齿轮、风电齿轮、矿山机械齿轮等,品种众多,精度要求极高。一般使用德国进口的HOFLER、NILES 两类数控成型磨齿机。经过几年的经验积累,总结出了一套精确的数控成型磨齿机磨削系统与测量系统之间的关系公式,为车间的生产提供宝贵的技术支撑。
1、基于数控成型磨齿机的高精度齿轮快速修磨方案
目前常用的数控成型磨齿机以德国进口HOFLER、NILES两类为主,下文主要对 NILES 成型磨齿机使用及故障修复进行阐述。设备在进行换产时,一般考虑圆柱齿轮的技术要求,包括公法线、齿形的压力角偏差 f Hα、齿向角的偏差 f Hβ、齿形修形、齿向修形等。齿向角的偏差主要是由机床导轨的几何偏差导致的,但在对设备验收时这项参数已调试好,所以不做特别说明。齿形修形、齿向修形两项技术要求在调试机床过程中,按照检测报告进行对应修改即可满足技术要求。所以比较难控制的是公法线、压力角,由于渐开线是曲线,公法线的公式为 Wnk = cosαn × mn[π × ( K - 0.5) + Z × invαt]+2mnXnsinαn,式中:Wnk 为公法线,αn 为法相压力角,K 为跨齿数,Xn 为变位系数,invαt 为渐开线函数。从公式可以看出公法线与压力角的关系相对复杂,αn 的微小变化会引起公法线 Wnk 的变化。然而αn 的微小变化又需要通过设备的测量系统检测f Hα,再次计算由 f Hα 转换到压力角的数值。计算量太大,作业人员无法在短时间内计算出来。以往调试新的产品都要经过多次反复试切加工,先将压力角调试合格后,对应此时的公法线,再次更改公法线进行正常加工,换产效率非常低。
2、数控成型磨齿机磨削系统解析
2.1、数控成型磨齿机工作原理分析
( 1) 数控成型磨齿机是依靠计算机的计算能力,根据砂轮与齿槽啮合角的关系,运用金刚滚轮将砂轮经过拟合运动修整,从而得到最终形状。
( 2) 为得到最终的公法线 f Hα 尺寸。磨头相对渐开线齿轮的主要运动轨迹为: 双面磨削为径向进给,单面磨削为切向进给。
( 3) 微调渐开线齿轮 f Hα 的补偿路径: 径向为轴 dy,切向为轴 dz。
( 4) 齿向加工是根据齿向的修型设定,砂轮轴做轴向往复四轴联动加工。
( 5) 齿轮的周节累积误差主要依靠工作台的精确分度,砂轮磨损量的补偿等保证。
( 6) 高精密数控成型磨齿机所处的环境必须为恒温的状态。
2.2、NILES 成型磨齿机产品调试方法
( 1) 输入渐开线齿轮的参数,齿轮公法线应离上差 0.10 mm ~0.15mm,编辑合适的切削参数,选择合适的砂轮,工装量具等。
( 2) 由于设备的传动部件存在着一定的误差,首先预确定磨头的径向补偿( dy) 值、切向补偿( dz) 值,这两组数值将直接影响渐开线齿轮的左右齿面压力角的偏差 f Hα 的大小,并且确定工件在工作台上的工作高度。
( 3) 对工件进行试切加工,经在线测量系统测得结果再进行微调磨削,切至自测达到技术要求。
( 4) 试加工后的齿轮经过齿轮检测仪检测,确定设备自测系统偏差值,继续调整齿轮各参数,再次进行( 3) 的步骤,产品自测合格后,将产品加工至图纸公法线要求公差内。
2.3、齿形的压力角偏差与公法线之间关系简化
在上述的 NILES 成型磨齿机调试产品的操作过程中发现,同时更改 f Hα 与 Wnk 两组数据,使得最终的 Wnk 数值不容易控制。运用公法线公式Wnk = cosαn × mn[π × ( K - 0.5 ) + Z × invαt]+2mnXnsinαn 进行计算,对于一线操作员工较为困难,下面将分析 3 种 f Hα 与 Wnk 之间计算的方案。
方案 1: 由于 NILES 成型磨齿机是数控设备,在机床的基本偏差输入需要改变的 d_f Hα 后,会发现改变的数据有: 公法线为 d_Wk( Y - Axis) ,NC 轴位置改变 d_y 与 d_Z。可是经过多次试验改变 d_f Hα数值,公法线实际变动量△Wnk 与 d_Wk( Y - Axis)不同,故此方法不可取。
方案 2: 根据数控成型磨齿机的工作原理,可知NC 轴位置改变 d_y 与 d_Z 这两组数据中的 d_y 是改变砂轮与齿槽之间的位置,意味着跟公法线变动量△Wnk 有直接关系。众所周知滚齿时候有径向进刀比公式为 1 /2sinα,采用展成法加工齿轮。数控成型磨齿机采用成型法加工齿轮,故此方法不可取。
方案 3: 由上可知只有精确的径向进刀比才能计算出精确的公法线变动量,成型磨齿机采用双面磨削加工齿轮工艺,是依靠径向进刀得到最终公法线尺寸的。在编辑切削参数会发现: 基本磨削值这一选项中分为粗加工、半精加工、精加工,每个工序中都可以设定左右齿面进刀量 LF 余量、RF 余量,同时计算机会计算出相应的径向进给量,设径向进刀比为 C,C = 精加工径向进给量/( LF 余量 + RF 余量) 。经过试验得出取精加工对应的径向进刀比 C计算得出: 公法线变动量△Wnk' = △d_y /C 与公法线实际变动量△Wnk 相同,本公式可取,且计算简单易掌握。
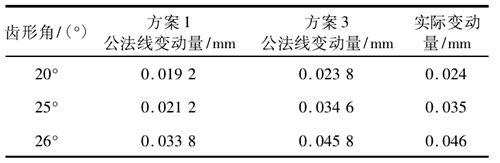
对上述方案 1 与方案 3 进行试验验证,采用 3种不同压力角的圆柱齿轮,更改左齿面 d_f Hα 量为0.005 mm,试验结果如表 1 所示。
通过以上试验结果可知: 方案 3 与实际生产中的变动量基本相同。
表 1 公法线变动量与齿形角关系
3、数控成型磨齿机修磨高精度齿轮的运用
3.1、不合格高精度齿轮情况分析
一只齿轮经过齿轮检测仪检测后有以下不合格项点:
( 1) 齿形的压力角偏差 f Hα 要求 DIN5 级为 ±0.011 mm,实际检测为 - 0.0137 mm,明显不符合技术要求。齿向误差是由机床在调试安装时候的各项基准误差决定的,故齿向误差相对稳定,不会引起突变,这里暂不讨论此项误差。
( 2) 径向跳动 Fr 技术要求为 0.032 mm,实际检测后 Fr 为 0.050 2mm,显然不符合技术要求。
( 3) 计算可允许磨削公法线余量: Wnk 实际 -Wnk 下差 = △Wnk 余量。
3.2、返修高精度齿轮所需要最小公法线计算
( 1) 可知若右齿面 f Hα 比要求的极限偏差值大了 0.003 mm,将 0.003 输入机床的基本偏差右齿面齿形角偏差 d_f Hα,设 d_y 改变值为 B。其中对于圆柱外齿轮 B 值为负时候代表砂轮靠近齿槽的,故齿面会被多磨削,齿轮公法线变小。B 值为正值时则反之。
( 2) 采用上述 f Hα 与 Wnk 之间计算方式的方案3 公式: 径向进刀比 C = 精加工径向进给量 / ( LF 余量 + RF 余量) ,为使得 f Hα 达到技术要求,产品公法线最小变动量为△Wk = B /C,对比△Wnk 余量与△Wk 数值的大小可快速判定返修后产品是否合格。
( 3) 计算返修周节/径向跳动超差的齿轮所需要的最小磨削量比较容易。周节超差根据 fp 的左右齿面超差值即可以计算出所需要磨削量。径向跳动 Fr 超差可以根据径向进刀比 C,计算为使得径向跳动合格产品的公法线变动量。
3.3、本方案的运用范围
经过上面的运算可知: 公法线 Wnk 与齿形的压力角偏差 f Hα 有紧密的联系,不仅可以根据 f Hα 微小变化量精确计算出公法线的变化量,而且也可以根据公法线的变动量计算出 f Hα 的变化量。上述方案在实际运用中可以解决 3 个问题:
( 1) 规避了磨齿机在换产的时候,首件产品在更改 f Hα 与 Wnk 情况下不能保证一次加工到公法线公差内的问题,提高了磨齿机的快速换产效率。
( 2) 利用 f Hα 与 Wnk 互补的特殊关系,在公差范围内通过压力角偏差 f Hα 可精确控制Wnk。
( 3) 对于不合格产品的返修提供了最精确的判断数据。
4、结束语
目前进口的德国 HOFLER、NILES 成型磨齿机较多,这两者中又以 NILES 成型磨齿机精度高、使用方便、价格适中的优点广泛推广。维护好、使用好、管理好,开发设备的功能及提高产品的精度等级是作为操作员的职责。经过上文中产品加工工艺的优化和相关精度的保证对产品质量优化起到了很好的推动作用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

