


摘要:该项目是基于“高档数控机床与基础制造装备”科技重大专项课题而提出的,主要针对“高速化卧式加工中心机床X向防护罩”为研究方向。研究通过构建理论模型、静力学、动力学仿真分析并通过实验验证了方案的可行性,最终得出高速化卧式加工中心x向防护罩的最优设计参数。
关键词:高速化卧式加工中心机床x向防护罩;理论模型;静力学分析;动力学仿真分析
高速导轨防护罩是高速机床不可缺少的组成部分,在保证数控机床高精度、高速度、低噪音方面起到重要作用。数控机床的高移动速度是机床发展的趋势,国外机床的快移速度一般都在40—60∥min,加速度0.6—19,高的已达到90 In/min,加速度29。普通导轨防护罩已不能满足机床高移动速度,高加、减速能力的要求,机床厂家对可满足机床高移动速度,高加、减速能力的导轨防护罩部件的需求也越来越大。
国际市场上只有中国台湾、日本、德国等厂家生产高速自动伸缩式导轨防护罩,国内现在多为进口。机床的发展方向是高速、精密、复合、智能、环保,防护罩作为机床重要的功能部件之一,其发展也是向着高速度、低噪声、长寿命、节省空间和能源,适应环境要求等以适应主机的发展需要,在技术层面上主要表现在:高速化、组合化、节约化、环保化。
防护罩作为机床重要的功能部件,是阻碍我国数控机床向中高档次发展的瓶颈之一,据了解,国内机床配套防护罩厂家水平层次不齐,虽然能制作高速自动伸缩式导轨防护罩,但是大多做工质量差、技术含量低,不能满足数控机床厂家的使用要求,传统的卧式加工中心X向防护罩是由左右两组护罩组成,与主轴连接。安装时因两组护罩相互独立使安装误差累积,从而导致护罩运行时不平行而造成结构损坏,机床在高速运行下甚至可能被瞬间撞损而造成机械受损、工件受损、人员受伤。低速运行时,因护罩不平行而产生抖动,机床的精加工往往在低速状态下完成,护罩的抖动会带动主轴振动,从而导致主轴在精加工时使工件加工面产生花纹,从而影响工件的精度。汉川机床集团有限公司电控公司目前能设计动柱型卧式加工中心组合防护罩,将左右两组护罩采用一体式设计,提高了安装精度,但是运行速度不高,快移速度仅40 m/“n,不能满足高速化的要求。国内现在还没有专业厂家生产这种为卧式加工中心配套的高速化x向防护罩,国内机床厂多依赖进口,中外合资机床厂的外方也多将此防护罩作为较关键的技术和部件,由外方直接提供。
我们正是从这点出发,为替代进口,在传统组合式防护罩的基础上着眼于降低安装装配难度,满足更高速更高精度的机床需求。
1、设计关键点控制
卧式加工中心换刀机构空间限制,x、y轴防护装置Z轴方向的有效空间小,而受保护的面积较大接近8 m2,防护罩板型尺寸较大,长2.5 m,高3.2 m,在高速高加速状态下运行,所承受的冲击力较大,防护罩需要高刚性、高强度,才不会导致主体变形,而产生不平行、干涉等问题,才不会影响机床微小移动时的精度。在如此条件下采用何种方式的设计,才能够解决防护问题。
在开发方案、技术路线、采用现代设计技术方法,进行高速防护装置的设计,研究高速移动中特定杆及防护件结构、材料性能等因素对防护装置的运动性、防护性及环保的影响,建立实验测试研究平台,选择合理的结构参数,优化设计,提高高速防护装置的设计质量,保证工件的加工精度,采用的总体技术路线,见图1。
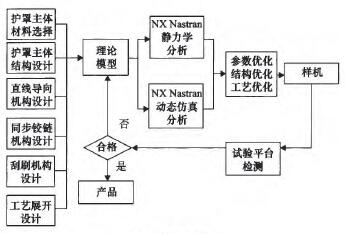
图1 技术路线图
1.1 材料选择
防护罩在高速高加速度引起的强度、共振下运行,要求防护罩主体材料刚性、强度足够好,不易变形,保证运行的平稳性。机床在高速移动下,启动和刹车都需要较大的动力,这就要求护罩质量轻,减小主轴运行时所承担的负荷和护罩在启动及刹车时所产生的惯性,从而避免共振的产生,保证机床的加工精度。43l不锈钢板材除具有良好的刚性、硬度、防锈性,还具有良好的加工性能:①薄板构件重量轻;②形状规范,易于裁剪、焊接,可制造大而复杂的构件;③加工量小,由于薄板表面质量高,厚度尺寸均匀误差小,板面不需加工;④易成型,可实现弯曲、折叠、卷边和深拉结构。
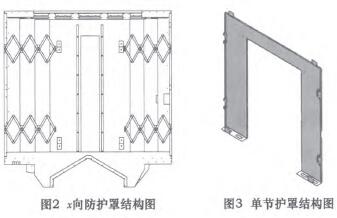
1.2 护罩主体结构设计
将左右两组防护罩结合为一体,采用装框架式的门型对称结构,见图2。左右两组护罩结合为一体,减小组装误差使其在左右运动时能够更平稳更顺畅地往复运动,一体式结构防屑性及防水性较佳与钣金外罩搭配容易。装框架式结构将每片护罩包裹住,保证防护罩主体刚性,确保运行平行无脱开现象产生。机床轴加工行程1 100 mm,防护罩拉伸压缩比达4:1,属大行程护罩。护罩采用装框架式的门型对称结构,板型大,中间空,强度和刚性弱。所以单节护罩设计时,在空间范围内允许的尺寸下结合折弯的工艺,多采用
折弯来增强强度和刚性。
1.3直线导向机构设计
x向护罩外形尺寸大,质量相应较大,从而摩擦力和扭矩相应也大。设计时采用上下两组精密板式直线导轨组合运用,上板式直线导轨承担扭矩,下板式直线导轨直线导向,使x向护罩可在高负载的情况下实现高精度的直线运动。与在精密机械等使用的传统微型滚珠轴承相比,精密板式直线导轨还具有如下特点:
(1)精密板式直线导轨的设计成本较低、装配工时较省,能实现高精度的直线导向。
(2)摩擦系数极小的钢球循环型滑动装置,可在长期间内维持稳定性能。
(3)外侧轨道和内滑块均由最薄的不锈钢板制造。
(4)由于精密板式直线导轨重量较轻,因此惯性力矩小并具有优异的高速应答性。
1.4 同步铰链结构设计
目前常用的剪刀状同步铰链机构装置采用45号钢作为铰链片,将两层铰链片与铰链定位销和铰链转轴销组合而成。这种方式的弊端在于铰链片刚性和稳定性不好,在高速运动状态下易出现抖动,从而影响机床的加工精度。采用特殊结构钢作为铰链片的原材料,保证铰链片的强度和刚度,使剪刀状同步铰链机构在往复运动50万次后仍能保持原有功能,从而增加剪刀状同步铰链机构的使用寿命。设计上铰链片与铰链销轴肩有适当间隙,保证剪刀状同步铰链机构不压死,运行灵活,轴向不窜动,使导轨防护罩在高速高加速度运行中稳定不抖动。
1.5 刮刷机构设计
(1)需要有足够的刮屑能力、良好的密封性、耐磨且摩擦系数小,防护罩使用过程中噪声值不得高于70 dB。
(2)对于酸、碱、油性、水性、常用溶剂等切削液均适用。
(3)使用后刮刷机构的弹性要保持在原来的95%以上,使其能充分与护罩主体贴合,保证密封性能。
(4)在使用寿命上,需能承受100∥min的高速移动下往复100 km,且能承受高速移动下摩擦产生的高温。
(5)刮刷机构拆卸方便,便于更换。
1.6 工艺展开设计
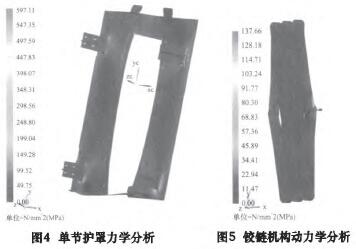
每节护板采用门型对称结构设计,见图3。板型大,中间空,强度和刚性弱。在工艺展开时需要充分考虑其结构,利用能折边不焊接的原则进行板材展开,展开时还需要充分考虑焊接的变形量,合理分布焊点,设计合理的焊接工装进行定位焊接,保证焊接精度。
1.7 静力学分析、动力学仿真分析
运用相关软件进行静力学分析与动力学仿真分析,获得防护罩在静态和动态下的力学分布规律,结合二者的规律,得出适合二者的最优设计参数,并对护罩进行优化设计。见图4,图5。
1.8 试验检测
(1)刮刷结构间隙检测:①油检,当防护罩运行到最大限度时,在护板表面涂满油使护罩来回运动一次,确认没有漏油的地方。②钢板尺检测,每段顺着行程方向,每100 mm间隔一次,与轴垂直的方向间隔100mm,用塞尺确认护板与刮刷结构间的间隙不超过0.8 mm。
(2)振动检测:以1 m/min的移动速度安全行程运行中,目视确认盖板与轴的方向前后不超过1 mm的振动。
(3)噪声检测:防护罩在试验台中通过速度变化由1~60—n/IIlin连续运行24 h,速度在每间隔5个单位时用噪声分贝测试仪测试噪声值,在测试过程中,噪声值均低于70 dB。
(4)稳定性试验:试验台编入程序,速度为印∥“n,加速度lg,来回运动100 h,无异常状况。
(5)可靠性试验:将防护罩装入机床中进行500 h实际切削试验,500 h切削后防护罩无异常状况,拆开防护罩进行检查,护罩内部无切屑进入。
2 、结语
高速化卧式加工中心x向防护罩从材料选择、结构设计、直线导向机构设计、同步铰链机构设计、刮刷机构设计、工艺展开设计构建理论模型,运用静力学分析与动力学仿真分析,进行参数、结构和工艺展开的优化,制作样机进行验证,得出高速化卧式加工中心机床x向防护罩的最优设计参数。满足高速化、高精度化、高可靠性、复合化、智能化的卧式加工中心x向防护罩要求。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

