



摘要:西门子840Dsl和828D系统配置了具有信号跟踪的Trace功能界面。Trace功能可以监控和跟踪包括PLC、NC及驱动等多种变量,且能灵活方便地显示为图表形式,在诊断方面具有不可替代的作用。这里介绍了Trace功能的使用方法及其意义,扩展了西门子数控设备的故障诊断方法。
在840Dsl和828D数控系统中,Operate软件中的N C/P L Ctrace 功能可用于跟踪指定时间内的变量状态,并且将跟踪的结果以图表的形式显示在屏幕上。数控系统、驱动器和PLC的处理速度很快,最大的也在毫秒级。因此,通过肉眼观察诊断画面变量快速、突然的变化几乎是不可能的。Trace功能弥补了这方面的不足,在一些特殊的诊断应用中具
有突出的效果。
1. 脉冲信号干扰的诊断
在实际的机床调试中,往往会遇到这种情况:编制一段PLC程序,在逻辑上没有问题,通过电脑上的软件模拟也没有问题,即使在机床的实际运行中,大多数时间也都是正常的,然而却偶尔发生逻辑结果出错的情况,导致故障发生。
这种偶发的故障由于在逻辑上找不到问题,因此较难排除,Trace功能则能有效地解决这个问题。
图 1
图1所示是一段简单的单按键控制双稳态逻辑的PLC程序。通过逻辑分析可以看出,通过按键DB9010.DBX1.7的操作或通过M92/M93代码的执行,可以实现夹具动作的切换,而M1.3(即液压系统压力到达)作为夹具动作的条件,M150.4和M150.5用来存储中间状态。从逻辑上看是没有问题的,然而在实际应用中出现了如下现象:
M92/M93 自动执行时动作正常;手动执行时,动作切换后马上又自行切换回原状态,且慢按按钮更容易出现故障。
通过Trace功能查看信号变化:
(1)进入Trace界面,选择跟踪变量(见图2)。显示如图3所示画面。

输入需要跟踪的变量,并选择需要显示的颜色:
M1.3 --------------------------红色
DB9010.DBX1.7------------ 蓝色
M150.4-----------------------灰色
M150.5-----------------------绿色
(2)设置跟踪条件。跟踪的方式有两种:限时跟踪和通过变量值控制跟踪。限时跟踪是以系统采样周期为基础时钟的,最精确的采样时间只有10s,如果想延长跟踪时间,只能通过隔几个扫描周期采样一次的方式,但是延时能力有限;根据变量值控制跟踪的方式可以通过变量值变化来控制,以本例来说,设置了一个全局变量“_TRACE_ON”的
变化作为控制信号,当_TRACE_ON=1时,跟踪启动,_TRACE_ON=0时结束,_TRACE_ON的数值可在“参数”→“用户变量”→“全局用户变量”中直接操作赋值。设置画面如图4所示。
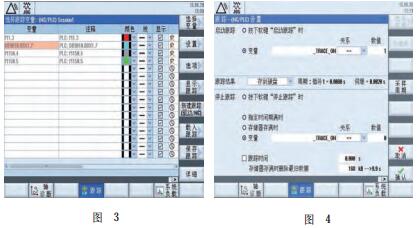
(3)启动跟踪并显示结果。在“参数”→“用户变量”界面中将R0修改为1,同时通过按键反复动作夹具,当出现故障问题时,将R0置0,同时观察跟踪曲线如图5所示。
从图5可以看出,机床实际运行时,来自系统压力的信号有脉冲式的波动,当按住按键的时间较长时,一旦遇到压力信号的波动,就会引发状态的又一次切换,即符合上述故障现象,在重新校准了压力继电器后,故障排除。
2. 轴运行状态的诊断
本公司生产的一种双通道曲轴主轴颈加工车床SUC8117j,在进行激光测量螺距时发现,二通道的X轴螺距误差相对较大,补偿值较大,而一通道的X轴则很好。该车床采用对称的结构,两侧的X轴不应有较大差距,为了提高机床的精度,帮助操作人员缩小可能存在的问题范围,采用了Trace 功能监控的方法检查机床运行状态。
首先机床运行轴进给程序:
AA:
G1 G90 X0 F1000
G4F2
X-50
G4F2
X-100
G4F2
X-150
…
GOTOB AA
程序可使 X 轴反复间歇运行,同时应用Trace功能监控驱动转矩实际值参数r0080,对比两个轴的转矩如图6所示。
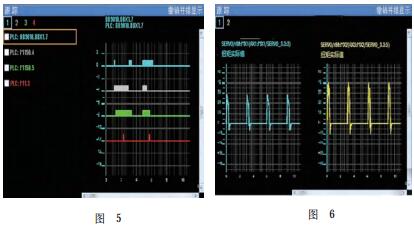
可以看到在名义负载相同的情况下,两个X轴的转矩值相差较大,说明实际负载有一定的差值,经检查发现拉罩中支架发生了形变,更换拉罩解决了问题。
3. 结语
应用Trace功能可以方便地监控除了上述两个例子外的其他多种变量:方式组、通道、轴、PLC报警及全局用户变量等;图表的形式可以缩放比例、调整显示布局,十分方便直观。但很多制造商和用户对Trace功能还很不熟悉,因此推广使用Trace功能进行机床特殊信号的监控、诊断具有一定的实际意义。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

