



倒扣类零件数控加工
2017-1-20 来源:中航飞机股份有限公司 作者:郭辉,岳林峰,许锋国。马艳萍
摘要:倒扣类零件持有0,0负角型面是生产中的加工难点。合理编排工艺流程,正确使用uG数控编程,大部分倒扣类零件元全可以借助3轴机床顺利完成。根据生产中遇到的倒扣类零件结构特点,结合UG CAM加工策略,分别给出面铣、平面铣、型腔铣、曲面铣、流线加工实现倒扣类零件加工的参数设置,详细讲解了曲面铣数控编程的过程。并对部分后处理无法生成T型刀(或锥形刀)NC代码进行了原因分析,并给出编辑pui文件或采用骗刀法生成后处理的方法,这些编程技巧、设置方法为倒扣类零件的数控加工提供了一套解决方案。
关键词:倒扣:T型刀。数控编程
0.引言
航空钣金占飞机零部件50%以上,构成机体框架和气动外型,形状复杂,选材各异。大部分零件存在C型空间、腔体结构,形成一处或多次负角型面,而导致传统刀具无法直接到达。三轴机床通常也无法直接进行型面负角加工,需借助一些成型刀具,如:糖果刀、槽铣刀、锥形刀等刀具,对此类型面进行铣削加工。而此类负角型面,也就是人们13中常称之倒扣。具有倒扣特点的零件,顾名思义就是倒扣类零件,此类零件一直也是生产中的加工难题。各类CAM软件也纷纷为之出谋划策,陆续提供了一些良好的加工策略,在面铣模板中增加了直壁倒扣类加工选项,便于编程选用。
1.倒扣类零件CAM编程
倒扣类零件3轴加工,刀具多选用T型铣刀或锥形刀,此类刀具回转运动时,侧刃切削速度大,加工表面质量好,可有效解决端面精铣加工时刀具中心线速度为零的问题,还便于解决大多数负角型面倒扣类零件加工。其中UG CAM中部分操作,合理设置参数,可用于解决倒扣类零件,主要涉及的操作有:
1.1面铣加i
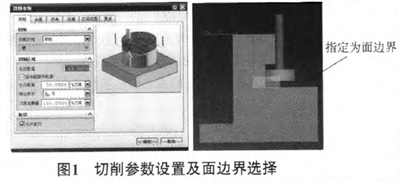
对于直壁C型槽倒扣问题,可通过面铣操作一“切削参数”合理设置而解决,大体可分为:1)定义T型刀或夹持器;2)在面铣中指定部件、面边界,其中面边界为倒扣底面;3)打开“切削参数”对话框策略页面中的防止底切,加工时刀具将伸到底切区域;4)设置其他参数,刀轨生成。
1.2平面铣加工
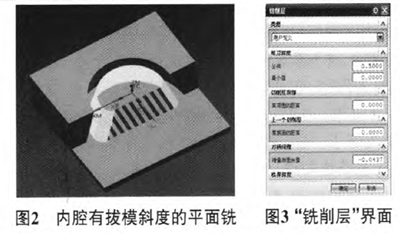
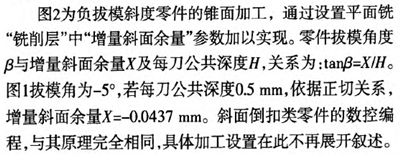
对于规则负角型面,如矩形沟槽倒扣、含有固定拔模斜度的锥面(图2)、斜面等零件,可通过设置切削层参数,实现锥形刀加工。
1.3型腔铣
“允许底切”是型腔铣实现倒扣加工的主要手段。正常情况下,UG软件型腔铣“允许底切”放置于“切削参数”的“更多”选项下,“容错加工”去掉打钩才会出现的,当“允许底切”打钩之后系统会弹出警告对话框。但由于软件定值等问题,部分型腔铣“切削参数”中并未将“容错加工”设置选项放置于其中,需手动在“定制对话框”中添加“容错加工”选项,勾选“允许底切”。同时,在毛坯几何体选择“自动块”(高版本叫“包容块”)时,会弹出“小平面体只能用于公差加工”警告对话框,刀轨无法生成,重新创建实体模型做毛坯或在“切削参数”采用“修剪边界”确定加工区域方可解决此问题。
其他参数设置按惯例,简单倒扣类问题均可解决。
1.4曲面加工
复杂倒扣类零件的加工,首推曲面铣与流线加工,虽然参数设置略为复杂,但刀路流畅、进退刀少,适用范围广。
1.4.1曲面铣
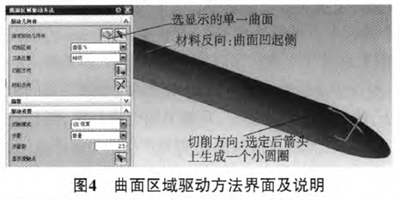
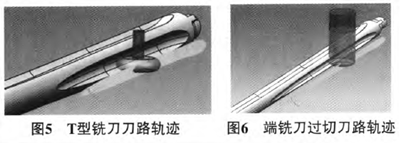
1)创建T型刀(或锥形刀)。2)指定部件及毛坯。打开可变轮廓铣界面,“指定部件”一般情况下建议不选取,或是在选取部件后产生异常刀轨时,取消“指定部件”选择项。3)“驱动方法”一“曲面”,选取侧壁曲面。选取多个曲面时,相邻曲面u、V栅格线需对等;“切削区域”,“刀具位置”默认;“切削方向”选择沿最长边方向;“材料方向”选箭头朝基体外的方向,“偏置”,“切削模式”默认或根据情况调整。4)“投影矢量”、“刀轴”控制默认。曲面铣生产的刀路整洁,加工的零件表面质量高,是端面凸轮、扭簧类零件加工的首选方案阳,同时,也是曲面半精、精加工首选策略。
1.4.2流线加工
流线加工类似于曲面加工,不同之处在于流线加工需指明流曲线和“交叉曲线”,其余设置环节均可参考曲面铣。
2.后处理
倒扣类零件数控编程中,主要遇到的问题有:程序完成后,部分后处理无法生成T型刀(或锥形刀)对应的NC代码。目前,解决此类问题最常用的方法:通过后处理编辑器编辑pui文件或是采用骗刀法生成后处理。大多后处理含描述刀具信息的程序代码,当程序编译过程中未能读取到刀具直径、刃长等相关信息时,系统会弹出错误提示,强行终止后处理进程。因此,最简单的方法是删除读取刀具信息相关的代码。运行后处理构造器,打开后处理pui文件一“program&tool path”一“program”或“custom command”,查找对应程序段板块,直接删除即可。对于精通后处理编辑语言的人员,可在后处理pui文件中添加switch选择语句,完善后处理,支持读取T型刀(或锥形刀)的相关功能。
骗刀法,主要针对刀具单向侧刃切削(即一侧R刃切削或一侧R刃与相连圆柱面同时切削)。通俗的讲,就是用等直径端铣刀代替T型刀,保留相同根部倒角尺,在不考虑刀具与零件干涉情况下,直接后处理生成NC代码的方法。因此,骗刀与T型刀(或锥形刀)必须具有良好一致性。需注意的是:骗刀非单向侧刃切削时,生成的NC代码会产生过切现象,甚至更为严重的恶性后果,因此骗刀法使用前必须判定是否非单向侧刃切削。单向侧刃切削判断可通过UG 2D刀轨仿真,观察刀具与刀轨贴合情况。当然,最精确有效的方法莫过于通过VERICUT仿真验证。
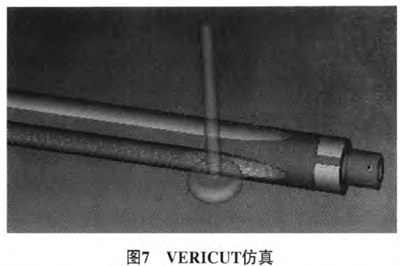
3. VERICUT仿真验证
VERICUT仿真可准确检测零件过切、残留量,判断程序的正确与否。通过仿真验证后的数控程序,能减少故障发生率,降低试加工零件的调试风险,消除潜在的碰撞错误,有力地保护刀具与夹具、机床等。因此,选用骗刀法VERICUT:进行仿真。依次设置好VERICUT“选项”配置,选择部件及毛坯,机床、后处理控制器、加工坐标等,进行仿真分析,图7为起落架油针部件侧面油槽某一时刻切削情况。待仿真完成后,利用软件“自动比较”功能,分析零件过切、残留不超过0.05 mm,可见程序正确有效。
4.结论
倒扣类零件特有的负角型面是加工难点。实际生产中,合理编排工艺流程,正确使用UG数控编程,大部分倒扣类零件完全可以借助3轴机床顺利完成。文中分别讲解了面铣、平面铣、型腔铣、曲面铣、流线加工,实现倒扣加工的参数设置方法。对数控编程中,T型刀(或锥形刀)后处理无法进行做了详细分析,并给出了相应解决方案,这些编程技巧、设置方法为倒扣类零件的数控加工提供了一套解决方案。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

