



基于西门子840D数控系统的数控机床斜面加工
2017-12-22 来源: 齐齐哈尔二机床(集团)有限责任公司 作者:孙亮
摘 要:针对数控机床带有角度摆头的斜面加工技术,以西门子840D 的编程技术简化斜面加工的繁琐程度,使加工更方便简捷为目的,对斜面加工的参数设置,附件框架矢量设置,程序的编制进行详细的剖析,对解决斜面加工方案具有推广意义。
关键词:西门子840D ;C Y C LE800;斜面加工
0 引 言
随着工业的进步,数控机床加工技术也迅猛发展,各种工件对数控加工的要求也越来越高,在数控铣削加工中经常会遇到空间斜面的工件加工。由于非专机类的数控机床各轴都是基于几何坐标轴基础上的,因此要加工斜面必须用到万能铣头、摆角铣头这一类的附件进行加工,由于加工平面的空间变化,使加工编程与调试的难度变大,西门子840D系统专门为此类斜面加工设定了一套用户循环———CYCLE800程序。
本文将用典型的斜面加工工件与CYCLE800程序相结合的方式,具体说明如何运用配备西门子840D数 控 系 统 的 卧 式铣 镗 床 进行 斜 面加工。
1 、斜面加工工件的原点
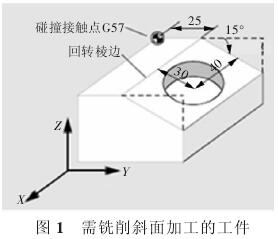
用X、Y、Z三坐标数控卧式铣床,在一个15度的加工平面 上 进 行 铣 削和一个直径为50 mm圆形凹槽的铣削,需要进行斜面加工的工件如(图1)所示,需要用到可回转的刀架(万能铣头)。用CYCLE800程序辅助将加工坐标系绕 X 轴 回转 - 15°,得到新的坐标系,在此坐标系的基础上进行加工。
回转到一个加工表面或辅助表面时的步骤始终有3步,这也正是CYCLE800程序的基本原理:1)在旋转之前平移基准点;2)旋转坐标系;3)坐标系旋转之后平移。这3各步骤
也就构成了CYCLE800程序的标准界面输入屏幕。
2 、附件框架的矢量设置
此外,还需要将万能铣头或者摆角铣头等附件的框架数据在西门子840D数控系统的摆动循环界面中进行设置,形成一套带名称的摆头数据,名称如“HEAD1”等,在今后使用此摆头附件进行加工时可直接调用。以本次加工需要用到的万能铣头为例进行设置,铣头外形尺寸如(图2)。
需要进行设置的参数有:1)回转轴矢量V1:回转轴B围绕Y轴旋转。2)回转轴矢量V2:回转轴C围绕Y轴和轴旋转。3)偏移矢量I1:在固定安装回转头I1=-(I2+I3)时矢量结束。4)偏移矢量I2:回转轴1的回转中心到回转轴2的回转中心的距离。5)偏移矢量I3:刀具基准点到回转轴2的回转中心的距离。6)万能回转头为手动旋转模式,B轴与C轴的回转角度范围为0°~360°。具体设置如表1所示。
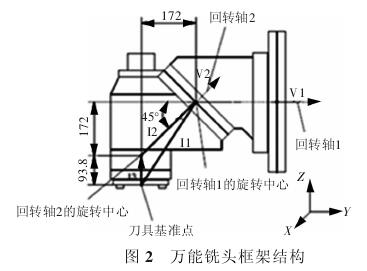
表1 万能铣头的运动矢量参数
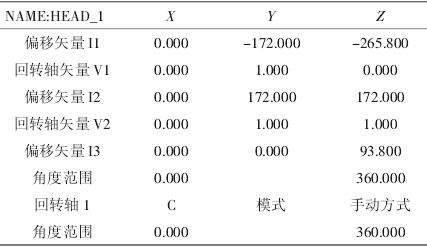
注:回转轴1和回转轴2的旋转中心基准点可以移动到旋转线,不必与机械旋转中心一致
3 、斜面加工案例
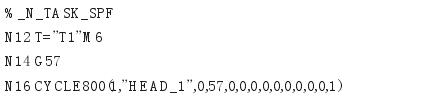
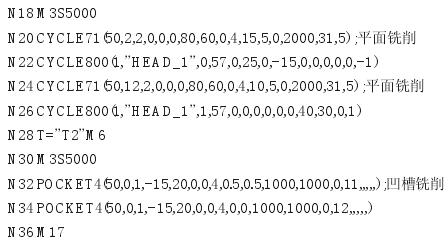
进行工件的加工坐标系设置与万能铣头的框架数据设置之后就可以进行加工编程设计了。在主程序第一次调用回转程序之前必须编程刀沿(刀具刀沿>0)和零点偏移,用该回转循环碰撞接触或测量工件。在回转循环中,该零点偏移换算至相应的加工平面上。具体的加工程序编辑如下:
CYCLE800程序不仅在斜面加工中发挥着强大的作用,还在附件补偿与角度补偿有很强的作用,我们应在平时的应用中仔细分析其中可以利用的技术原理,为进一步提高金属加工技术与能力,更好地开发西门子标准循环为我国金属加工产业服务。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

