



基于宏程序的数控车削加工应用
2018-1-16 来源: 开封技师学院 作者:张 桦,吴长有
摘 要:以椭圆曲线轮廓的零件为例,从宏程序的表达、椭圆曲线方程与坐标变换两个面进行了分析,以华中 HNC-21T系统为基础,编写宏程序,阐述了宏程序在数控车削加工中的具体应用。
关键词:宏程序;数控车编程;曲线方程;坐标变换
随着数控技术在制造业中的应用,越来越多的产品采用了非圆曲线的设计,但目前数控系统的编程指令对于非圆曲线不能直接编程,只有直线插补和圆弧插补功能。
若采用 CAD/CAM 自动编程软件生成数控程序,则程序段通常比较多,甚至几千行,操作起来比较费时,并且检查、修改都比较困难。因此非圆曲线轮廓零件的切削加工在生产中通常采用宏程序来编程。本文就以椭圆曲线轮廓零件为例谈谈宏程序在数控车削加工中应用。
1、零件分析
图 1 所示零件,此零件左端面是一个椭圆曲线回转面,中间为阶梯圆柱轴面,右端为一螺纹面。对于中间和右端的回转面,是由直线、斜线、圆弧等要素所组成,可以采用数控系统的 G71、G72、G73、G82 等循环指令进行编程加工。
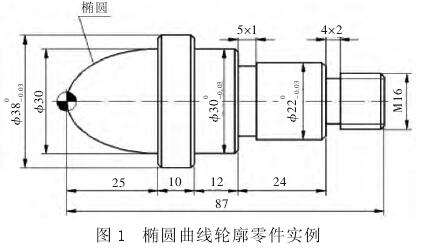
而左端的椭圆面则无法使用数控系统的指令直接编程,且图纸中并未给出椭圆的方程、椭圆的中心与加工时编程坐标系中心不重合,这些都给零件的编程加工带来一定的难度[1]。因此,加工该零件需要解决三个问题:宏程序指令的表达、椭圆方程及转换、椭圆中心与编程坐标原点的转换。
2 、宏程序及指令表达
2.1 宏程序的表达与赋值
在使用宏程序编程过程中,通常是以变量作为数据进行编程的。宏程序的变量表达为:# 数字,例如:#1. 还可以使用变量进行逻辑运算、算术运算和函数的混合运算表达,例如:#4=[#2+#3]*#1. 需要注意的是,表达式中是不能出现小括号,只能使用中括号[3]。对自变量可以直接赋值,其格式为:变量号后用“=”直接赋值,例如:#2=6,表示将
6 赋值给 2 号变量。
这也可以用表达式赋值,例如:#4=[#2+#3]*#1,表示将 #2 的值与 #3 的值相加后得到的和,再乘以 #1 的值得到的积赋值给 #4. 宏程序就是利用系统对变量可以重新赋值的特性,计算出整个非圆曲线上若干个点的坐标值,从而用若干段圆弧线或直线段来逼近理想的轮廓曲线。
因此,在数控程序运行中,编程者只需给出轮廓曲线的数学表达式和算法即可,而非圆曲线的拟合线节点坐标则是由数控系统自动来完成的。
2.2 宏程序的控制指令
非圆曲线轮廓零件加工常采用控制指令有:WHILE 语句、条件转移 IF 语句和跳转语句 GOTO.
(1)WHILE 指令程序格式为:
WHILE
条件表达式;
……;
ENDW;
当条件式成立时,将重复执行 WHILE 到 ENDW之间的程序段,直到条件不满足为止。
当条件不成立,则执行 ENDW 后面的程序段。
(2)IF 语句指定一个条件表达式,当条件满足时,则执行某个程序。IF 语句和跳转语句 GOTO 一起使用。
3、 椭圆方程与坐标转换
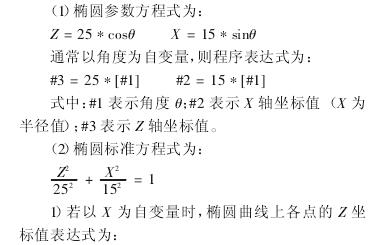
3.1 椭圆数控车削编程方程
数控车削在编制宏程序时,编程坐标采用的是Z 、X 轴坐标系,而椭圆方程数学表达是 X、Y 轴坐标系,因此编写椭圆程序时,要将坐标系转换为 Z、X轴。
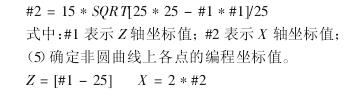
由图纸可知,椭圆的 X 向半轴为 b = 15 mm,Z 向半轴 a = 25 mm,则椭圆的方程为:
式中:#1 表示 X 轴坐标值;#2 表示 Z 轴坐标值;
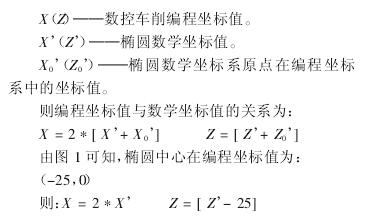
3.2 椭圆中心与编程坐标原点的转换
数控车削零件的时候,编程坐标系原点往往与曲线中心不重合,因此,必须对椭圆轮廓曲线上的坐标值进行编程转换。通过计算椭圆的中心在编程坐标系中的位置,确定编程坐标值与数学坐标值之间的关系[2],为叙述方便,设定:
4 、宏程序在数控车削加工中的应用
4.1 编制非圆曲线宏程序的步骤
(1)确定自变量。
选择自变量时,通常首先选择已知变化范围的变量作为自变量,已知变量比较多时,再考虑已知变化范围的大小,选择范围较大的变量作为自变量。分析零件图形,确定 Z
为自变量,X为因变量。
(2)设置自变量的起止点坐标值,椭圆曲线 Z 向起点坐标为 0 ,终点坐标为-25.
(3)调用循环语句。
根据已知条件选择相应的循环指令及循环条件。采用 WHILE 语句,宏程序的循环条件是 Z≥-25,即 #1GE-25.
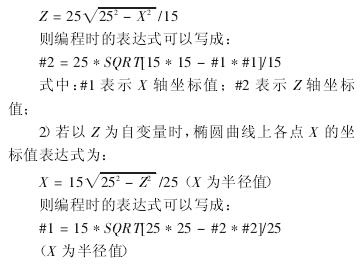
(4)依据函数关系,确定因变量与自变量的表达式,则表达式为:
(6)采用 G01 指令,即用直线段拟合椭圆曲线的轨迹。
(7)确定自变量的变化规律。
自变量可以递增,也可以递减。递增或递减的变化量的大小影响加工精度。零件中确定 Z(#1)为自变量。赋初值:#1=0,因其终点值为-25,所以自变量采用递减变化,即
#1=#1-0.1.
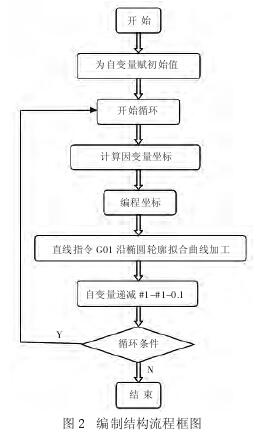
4.2 编制宏程序的结构流程图
编制结构流程框图如图 2 所示。
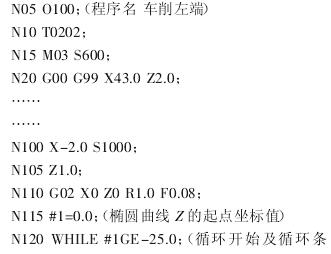
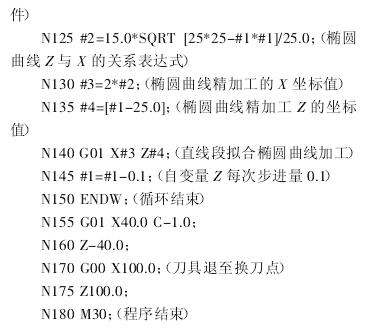
4.3 椭圆曲线轮廓零件参考程序(部分精加工程序)
5 、结束语
通过对非圆曲线轮廓零件的数控车削宏程序编程的分析,使用宏程序在编程中有特别的优势,但编程人员不仅要掌握编程的指令,还要熟悉非圆轮廓曲线的方程式及坐标转换,并要准确的写出表达式,才能正确编写和使用宏程序,从而提高零件的加工效率和质量。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

