



西门子 840D 系统换刀故障诊断与维修
2021-6-1 来源: 北京航星机器制造有限公司 作者:赵明园
摘要:对西门子 840D 系统数控机床机械手换刀故障进行分析,针对换刀过程中出现的故障报警,借助 SIMATIC Manager 软件查找相关程序,分析故障原因,通过修改 DB 数据,使故障得到解决,为同业人员再针对此故障问题时提供维修思路。
关键词:840D 数控系统;机械手换刀;PLC 诊断维修
0 引言
随着制造业的飞速发展,各大制造企业均采用了数控机床加工的模式,数控加工有着很多的优点,例如加工精度高、工艺集成度高等。机械手换刀装置是数控机床的重要组成部分,同时也是数控机床能够高精度、高效率工作的重要原因。近年来,借助机械手换刀装置,各行业的细小、复杂零部件均得到有效加工,对于提高零部件加工水平具有重要的意义。但是,机械手换刀装置结构复杂,可能会因为诸多因素的影响出现各种故障,影响数控机床的工作效率。在数控机床维修过程中,换刀故障十分常见,因此对西门子 840D 系统数控机床中的机械手换刀装置故障及维修方法进行分析,对出现的问题进行归纳总结。
1、 换刀故障描述
公司一台国产卧式加工中心采用西门子公司 840D 数控系统,各进给轴为全闭环控制,反馈配置增量式脉冲编码器。在执行换刀程序时,机床各轴按顺序回到第二参考点,主轴定向停止后,机械手不动作,数秒过后机床报警“700114,换刀位置错误”。根据现场了解的情况,该设备有一年多没有进行过自动换刀了,这次换刀是因为工艺需要才使用了自动换刀功能。
2 、换刀故障原因分析
机床发生故障,首先要检查是否有报警信息,该报警是 PLC用户报警。该报警信息是由机床生产厂家自行编写定义的。根据报警信息内容了解到应该是机床的换刀位置出现了问题,所以无法进行换刀。通过查看换刀宏程序,没有发现问题,并且各轴所在的换刀位置也是参数设定的位置。初步分析机床厂家在PLC 程序里添加了检测条件,只有当所有设定条件满足时,才可以执行换刀动作,因此需要借助 PLC 程序来进行故障诊断。既然机床出现了报警信号可以通过 700114 这个报警号来对 PLC故障原因进行分析。
西门子用户报警是在 DB2 数据区域。通过查找西门子840D 调试手册 PLC 接口信号部分,经过计算,该报警信息对应的点为 DB2.DBX189.6,当该信号为 1 时就触发 700114 号报警。使用 SIMATIC Manager 软件,将机床 PLC 程序上载到电脑内,点击选项菜单选择参考数据,进入交叉参考界面,搜索 DB2.DBX189.6,查找到该信号线圈位置。查找并提炼出与报警相关的 PLC 程序如下:
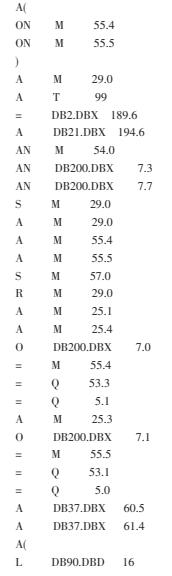
根据以上程序分析,只有当 M55.4、M55.5 信号同时为 0 并且 M29.0 为 1 时,经过 T99 定时器设定的时间延时后触发 DB2.DBX189.6 报警。
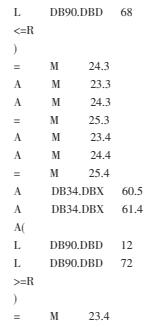
首先对 M29.0 信号进行跟踪,确认该程序段触发逻辑,DB21.DBX194.6 也就是执行 M6 指令后 , 当 M54.0、DB200.DBX7.3、DB200.DBX7.7 同时为 0 时,将 M29.0 信号置 1,在 T99设定的时间内,如果 M29.0 不能在这段时间内被复位掉,那么就会触发报警。而在下方程序段 M29.0、M55.4、M55.5 同时为 1 时就可将 M29.0 复位掉,很显然故障点在 M55.4 和 M55.5 这两个中间寄存器这里。跳转到 M55.4 和 M55.5 这两个信号的应用程序段,查看 M55.5 信号,它是由 M25.3 寄存器为 1 时接通,M25.3 由 M24.3 和 M23.3 同时都为 1 时接通,通过在线诊断功能,查看 M23.3 为 1 信号状态正常,M24.3 信号为 0,继续查找M24.3 触发逻辑,根据程序段分析,DB37.DBX60.5 和 DB37.DBX61.4 两个信号都为 1,代表主轴停止并且定向完成,DB90.DBD16 和 DB90.DBD68 这两个是浮点型数据,将其转换 F 格式,数据显示,这两个数据逻辑判断错误,根据逻辑判断要求DB90.DBD16≥DB90.DBD68,这样才能输出为 1。实际诊断的结果DB90.DBD68>DB90.DBD16,其中 DBD90.DBD16 是采集主轴编码器的反馈数据,而 DBD90.DBD16 是之前出厂设定的数据,因此第一个故障点确定了。继续检查 M55.4 的导通条件是M25.1 和 M25.4 都为 1 时导通,根据在线诊断,发现 M25.4 为0,继续向上查找 M25.4 导通条件是当 M23.4 和 M24.4 都为 1时导通,根据诊断信号,M23.4 为 0,查找 M23.4 触发逻辑,根据程序段分析 DB34.DBX60.5 和 DB34.DBX61.4 两个信号都为 1代表 W 轴到位置,DB90.DBD12 和 DB90.DBD72 与上面 DB90数据类型相同,转换数据格式,数据显示这两个信号逻辑判断错误,根据逻辑要求是 DB90.DBD12≥DBD90.DBD72 信号,实际诊断是 DBD90.DBD12<DBD90.DBD72,DBD90.DBD12 是采集的W 轴当前位置数据,DB90.DB72 是出厂设置的参数,至此两个故障点全部确定。
3 、机床换刀故障处理
根据 PLC 在线诊断的数据结果,首先将 DBD90.DBD72 由12.55 改为-12.75,此时 M23.4 和 M24.4 都为 1,M55.4 信号为1;将 DBD90.DBD16 由 2 改成 27,此时 M23.3 和 M24.3 都为 1,M55.5 信号为 1。再次执行换刀程序,此时换刀动作正确,机床无任何报警,多次执行换刀程序,机床无异常,故障解除。修改前后数值见表 1。
表 1 修改前后数值

4、 结语
事后经过多方了解,该设备曾经更换过主轴编码器,但是因为当时并没有换刀的工艺需求,维修人员仅仅是在调整过定向角度后就结束了维修工作,当时也并没有进行自动换刀测试。在之前维修过程中,没有考虑机床厂家编写 PLC 程序时,为安全起见在换刀点位置做了逻辑判断,经过此次深入了解和维修后,将其故障分析维修过程进行总结,也是希望这次维修过程能够对同业人员再遇到此类问题时,提供参考与帮助。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

