



基于国产五轴数控系统加工增压叶轮的研究
2025-12-18 来源: 广西制造工程职业技术学院 作者:于乃焊
【摘要】: 文章基于华中 HNC-848D 五轴数控系统在增压叶轮加工中的应用研究,阐述增压叶轮的结构特点与加工难点,深入分析华中HNC-848D 系统的关键技术及优势,详细探讨加工工艺规划、数控编程策略、加工参数优化,以及加工精度控制等内容,通过实践验证与结果分析,为国产五轴数控系统在增压叶轮加工领域的推广应用提供理论依据与实践参考。
【关键词】: 五轴数控系统 ; 增压叶轮 ; 叶轮加工
1.引言
在先进制造技术蓬勃发展的时代背景下,叶轮这类具有复杂曲面结构的零部件,在航空航天、能源动力及高端装备制造等众多关键领域中占据着重要地位。叶轮高精度、高性能的加工要求对数控加工技术提出了严苛挑战。长期以来,国外高端数控系统在复杂零件加工领域占据主导,然而,随着我国制造业转型升级步伐的加快,自主研发的国产数控系统逐渐崭露头角并展现出巨大潜力。华中 HNC-848D 五轴数控系统便是其中一例,它集成了多项先进的控制技术与功能模块。
本研究以华中 HNC-848D 五轴数控系统为核心展开对增压叶轮加工的深入探索。一方面,深入剖析增压叶轮的独特几何结构与加工工艺特性,明确其在多轴联动加工过程中的难点与关键要点。另一方面,研究华中 HNC-848D 系统在五轴联动控制精度、动态响应速度、智能化加工功能等方面的性能表现。
通过结合 UGNX12.0 计算机辅助制造软件,精心规划刀具路径,优化切削参数,并充分利用华中 HNC-848D 系统的功能优势,在保证加工精度的前提下,大幅提升加工效率,缩短生产周期,降低制造成本。本研究成果有望为增压叶轮的加工提供切实可行的解决方案,为国产数控系统在高端制造领域的广泛应用提供有力的实践依据与技术支撑,助力我国制造业智能化、自主化发展。
2. 增压叶轮加工工艺分析
2.1零件的结构特点和加工难点
增压叶轮由主叶片、分流叶片、轮毂、包覆面 4 个部分组成,其三维模型如图 1 所示。零件的材料为 2A12 铝合金,主叶片和分流叶片数 量均为 5 片,轮毂顶端直径 Φ25mm、底端直径Φ100mm、轮毂加工处整体 Z 向高度 40mm,叶片最薄处厚度 2mm,流道内叶片与轮毂之间的过渡圆角半径均为 2.5mm。通过对零件三维模型的分析可以发现,该闭式叶轮的加工难点主要在于 : 多轴联动加工轨迹规划的复杂性、刀具干涉问题的处理、加工过程中的振动与变形控制,以及高精度要求下的尺寸与形位公差保证。
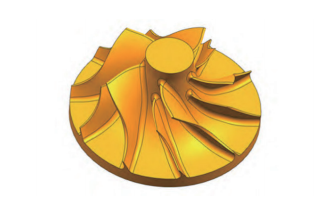
图 1 增压叶轮三维模型
2.2毛坯准备
坯料采用尺寸为 Φ105mm×80mm 的2A12 铝合金材料,通过数控车床加工而成。根据该叶轮要求,数控车削完成增压叶轮外形包覆面的精加工,并切断获得高度 60mm 叶轮精坯。
2.3加工设备选择
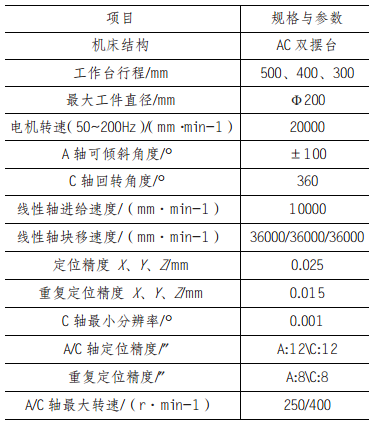
根据增压叶轮结构特点和加工难点分析,加工设备要求有功能强大的操作系统,具备快速运算能力与高效的程序预处理能力,主轴转速要高,五轴联动精度要准,机床刚性要强,以满足加工需求。由高科机械生产且配置华中 HNC-848D 五轴数控系统的 HMC-200i/5a 智能高速五轴机床,正好满足以上要求,该机床技术参数见表 1。
表 1 HMC-200i/5a 智能高速五轴机床主要技术参数
2.4工装夹具选择
夹具作为连接零件与机床的关键工具,其连接的稳固性与刚性对加工质量有着直接的影响。在加工过程中,当机床 A 轴的摆动角度过大时,其工作台便极易与主轴产生相互干涉。此时,充分考量工作台面至叶轮加工部位的间隔距离便显得尤为重要,其目的在于防止因叶轮坯料夹持于工作台面的距离不足,引发主轴或刀具与工作台碰撞事故。基于此,本研究选用精密三爪卡盘进行装夹任务,将叶轮 Φ100mm 的外圆柱面确定为夹持基准面。
3. 增压叶轮刀具路径规划
UG NX12.0 软件功能强大,能够精准地规划复杂零件的五轴加工刀具路径,通过多轴联动控制实现对异形曲面的高效、高精度加工。UG NX12.0 软件丰富的策略设置与先进的仿真校验模块,可有效提升编程效率并确保加工过程的准确性与安全性,为高端制造业的五轴加工需求提供了坚实可靠的技术支撑。因此,本次实践增压叶轮使用 UGNX12.0 软件进行编程,选用 mill_multi_blade 加工策略,满足增压叶轮的叶片间开粗、轮毂精加工、叶片精加工、圆角精加工等编程需求。
增压叶轮刀具路径规划需综合多方面因素。首先,依据叶轮的复杂曲面形状,规划粗加工路径,分层去除大量余量,提高加工效率。精加工采用多轴联动精确控制刀具与叶轮曲面的接触点,确保加工精度达到要求,同时优化进退刀路径,避免刀具碰撞,实现高精度的刀具路径规划。
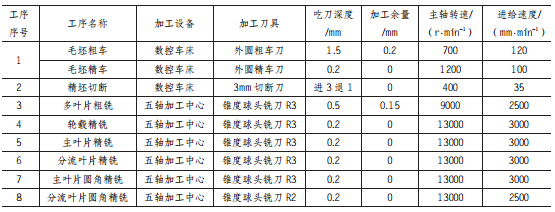
增压叶轮的叶片均匀分布,编程时只需对其中一组进行刀具路径规划,其他只需绕叶轮中心线变换复制就可以,编程时根据表 2 的增压叶轮加工工序来分步进行工序创建、设置参数,最终完成加工刀具路径规划,并进行模拟仿真,初步判断刀具路径是否规范合理。
表 2 增压叶轮加工工序
4. 刀路验证
VERICUT 是一款集程序验证、机床模拟及程序优化等多种模块于一体的数控加工仿真软件。该软件具备极为强大的图像处理功能,能够以极为详尽的方式对工件于机床上的整个加工流程予以模拟呈现,这对于实际加工操作中有效预防碰撞、干涉、过切、欠切等问题的出现,以及对数控加工程序实施优化改进,有着重要参考意义。
利用 VERICUT 进行数控加工仿真,导入HMC-200i/5a 智能高速五轴机床 1:1 机床模型,设置好毛坯、坐标系和刀具等,即可调入由专用后处理输出的增压叶轮粗、精加工程序,开始仿真加工。所得仿真加工结果表明 : 所有已加工表面皆呈现出平顺且光滑的良好状态,在整个加工进程中抬刀次数较少,同时并未有碰撞、干涉、过切、欠切等不良问题产生。
5. 加工优化
增压叶轮加工优化至关重要。在切削参数方面,通过实践加工与仿真模拟结合,精准确定合适的主轴转速、进给速度与切削深度,平衡加工效率与刀具寿命。加工工艺优化时,采用高效的粗精加工策略,如粗加工用大切削量快速去除余量,精加工用小切削量保证精度 ; 并注意使用冷却润滑优化技术,降低切削温度,提高加工表面质量,从而实现增压叶轮加工综合性能的显著提升。精加工是叶轮加工中最重要的一个环节,直接影响到叶片最终质量。根据规划的精加工路径,仿真时刀路等各参数一切正常。
在试加工阶段,观察到分流叶片出现了较为严重的振纹现象。经深入分析验证后得出,问题产生的根源在于粗加工环节预留给精加工的余量过少。由于余量不足且叶片本身较薄,致使在粗加工过程中叶片刚性明显不足,进而引发振纹问题。
针对这一情况,及时对加工工艺进行了优化改进,通过将粗加工时叶片余量留 0.25mm,其他余量不变,解决以上问题。经过加工验证,多叶片粗铣加工实操 48min,轮毂精铣 17min,主叶片精铣 11min,分流叶片精铣 8min,所有圆角精铣 6min。最终加工产品如图 2 所示。
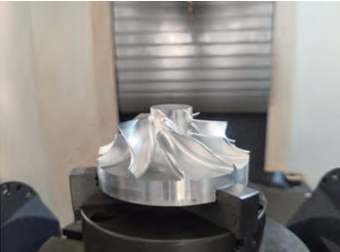
图 2 增压叶轮加工
6. 加工结果评估
6.1尺寸精度与形位公差检测
采用高精度三坐标测量仪对增压叶轮进行全面检测。测量结果显示,各关键尺寸偏差均控制在极小范围内。例如,叶片厚度公差达到±0.02mm,满足设计图纸要求 ; 形位公差方面,叶轮的同轴度、圆跳动等指标也符合高精度标准,保证了叶轮在高速运转时的稳定性与平衡性,有效降低了振动与噪声,为其在航空航天等领域的可靠应用奠定了基础。
6.2表面质量分析
利用表面粗糙度仪检测,叶轮表面粗糙度Ra 均值为 0.8μm,呈现出均匀细致的纹理。这种良好的表面质量不仅减少了流体在叶轮内的摩擦阻力,提高了流体输送效率,还有助于提升叶轮的抗疲劳性能,延长其使用寿命,使其能够更好地适应复杂恶劣的工作环境。
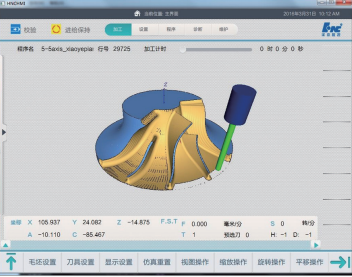
三维仿真界面
7. 结论
本研究聚焦华中 HNC-848D 五轴数控系统在增压叶轮加工中的应用,提出优化改进措施,实现了增压叶轮的高效、高精度加工,保障了产品质量与性能。在工艺规划方面,依据叶轮特点制定分层、分步的精细流程 ; 参数优化时,经多次试验确定最佳切削参数组合 ; 精度控制上,借助系统补偿功能并配合检测手段保证尺寸精度,实现复杂零部件的高效精密制造。
在加工同类产品时,可参考的技术要点如下
(1)叶轮叶片的加工属于薄壁件加工范畴,在加工进程中,叶片出现变形的概率颇高。
(2)为切实保障加工精度,选取适配的机床配置与附件是达成高品质、高效率且连续稳定加工的根基所在。
(3)为有效提升刀具刚性,需选定具备合理参数的锥度球头刀。
(4)在刀柄选型方面,挑选拥有高强度夹持刚性的刀柄能够确保切削过程的平稳性。
(5)此外,还可借助在软件里搭建与实际环境精准对应的虚拟加工场景,结合实际状况开展安全检查以及切削过程模拟,进而削减试切时长并缩减成本投入。
这些实践经验为同类复杂零部件加工提供了有益借鉴,对助力国产数控系统应用拓展,推动国产数控系统在更多高端制造领域发挥作用有重要意义。
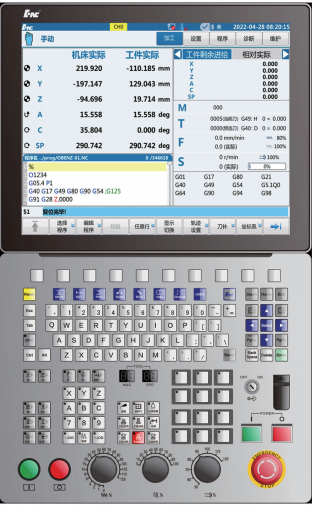
HNC-848Di 五轴数控系统
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

