


摘要: 针对当前深孔镗床的缺点,开发了新一代深孔镗专用机床。该机床采用配备低转速大扭矩同步交流伺服电机的主轴驱动系统,采用具有过载保护的液压进给系统,有效地克服了原机床结构复杂、能耗高、堵转时易损坏工件和刀具的缺点,具有自动化程度高、成本低、节能、可靠性好等优点。
深孔镗专用机床适应于一次性加工完成圆柱体内孔的镗、滚压,主运动为刀具( 刀杆) 旋转,进给运动为刀具进给,镗削方式采用推镗。该机床不仅可以进行镗削,而且还可以进行滚压加工。目前,国内其他同类设备有多种,但共同存在以下显著缺点:
( 1) 主轴驱动系统结构复杂,主电机采用大功率普通三相异步交流电动机,配有多级主轴传动箱,体态笨重,成本高,可靠性差,故障率高,主电机功率过大而能耗高;
( 2) 进给驱动系统结构复杂,采用交流伺服电机带进给箱,滚珠丝杠螺母副传动,无级调速,但属刚性传动,无过载保护,一旦发生堵转,将会损坏工件或刀具;
( 3) 由于结构复杂成本高,一般售价在几十万,用户难以接受。针对以上设备存在的缺点,作者开发了新的深孔镗床,完全克服了以上缺点,具有自动化程度高、成本低、节能、可靠性好的特点,设备投放市场以来,深受用户欢迎。
1 机床设计方案
如前所述,在现有深孔镗专用机床上加工深孔时,存在3 个缺点,考虑机床原有结构和传动关系,重新改造设计,提出下列设计方案,机床设计示意图如图1 所示。
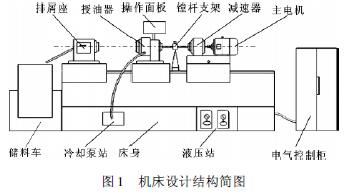
图1 机床设计结构简图
1. 1 床身部分
床身采用树脂砂造型,优质铸铁铸造,具有很好的外观和强度,筋板布局合理,Π 型加强筋使床身具有优良的刚度、抗振性和抗断面畸变能力。床身采用分体拼接结构,下体采用焊接结构,将内设液压站、冷却泵站及各种油管; 上体采用铸造结构,导轨采用双平结构、电火花表面淬火磨削工艺,使其承载能力大,导向精度、耐磨性及精度保持性好,根据镗孔系列不同导轨宽度为520 ~ 680 mm。
1. 2 主轴驱动系统
主轴驱动电机选用低速大扭矩的交流同步伺服电机,根据镗孔直径系列32 ~ 500 mm,选用功率6 ~22 kW, 同步转速500 r /min, 如选用型号CTB-4022ZXE05 电机,功率22 kW。主电机配有PX 系列高精密行星齿轮减速器,减速比i = 3 ~ 5,主要起增扭作用,它们之间采用弹性联轴器联接,变频无级调速,转速可达30 ~ 2 000 r /min,亦可根据用户要求任意设置11 级转速,通过波段开关实现有级调速。与同类产品相比,主电机功率小,节能明显,机械传动结构简单。
1. 3 进给驱动系统
机床液压传动系统如图2 示。
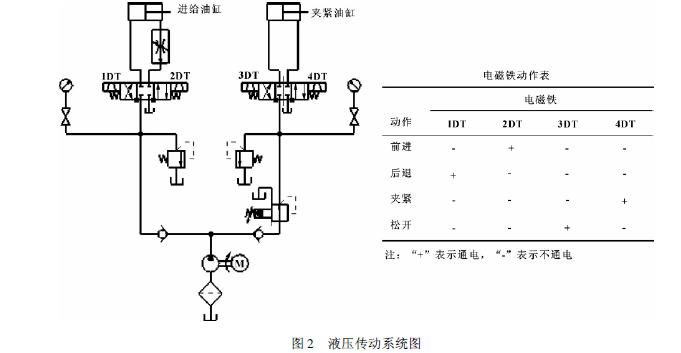
图2 液压传动系统图
采用液压进给驱动系统,过载保护功能强,有效克服了堵镗时刀具与工件的报废。在导轨凹槽中安装有进给油缸SG-80 × 3 000,工作压力8 MPa,油缸带动托板,与主电机、减速器及镗杆一起移动,托板采用箱体式滑鞍结构有效地提高了滑鞍的刚性,同时支撑导轨整个跨度,滑鞍及滑板为树脂砂铸造,并进行人工时效处理,各导轨面为重要加工面。油泵电机选用三相交流异步电机5. 5 kW,油泵选用齿轮泵CBTF320,对油液污染不敏感,工作可靠,寿命长。进给速度为无级调速,进给速度范围5 ~ 500 mm/min。夹紧油缸SG-250 × 100,工作压力3 MPa,起到对工件的夹紧松开作用。
1. 4 授油器部分
授油器的作用是: ( 1) 向加工工件输入冷却液并密封; ( 2) 支承镗杆; ( 3) 镗头导向; ( 4) 支承顶紧工件及工件定位; ( 5) 对床身固定。在授油器的背面,有一个从冷却泵来的输液管,冷却液通过授油器送入工件切削区。在授油器的头部,有一个锥盘,起支承和顶紧工件作用,它与工件以30°、45°或60°锥面结合,靠装在授油器内部液压缸产生的力对工件顶紧。在锥盘内,有一导向套,是用于镗头导向的,更换刀具必须更换此套。在授油器的尾部,有一轴承内套,内有导套,是支承镗杆用的,更换镗杆时,需要更换相应的导套。
在授油器内部的液压缸,与授油器做成一体,锥盘即为活塞。液压泵启动后,按下夹紧按钮,就可实现锥盘伸出顶紧,按下松开按钮,则锥盘退开,工件另一端由排屑座的锥盘顶紧。在规定的加工范围内,用户可以根据需要自行选择钻镗杆直径尺寸,自制与工件和镗杆有关的零件。
1. 5 冷却系统
冷却系统主要由冷却液箱、泵站、输液管、储屑车和回液槽组成。冷却液的作用是冷却及排屑。镗孔时,正常采用推镗方式,冷却液由冷却液箱经冷却泵从授油器后侧输入到切削区,带着切屑排往床头排屑座,然后到储屑车,冷却液过滤后回冷却液箱。冷却泵站由一个电机带冷却泵组成,电机功率1. 5 kW,系统工作压力2. 5 MPa,流量200 L /min。
1. 6 镗杆支架
镗杆支架为上下两半瓦结构,便于镗杆更换。主要起到支撑镗杆、控制镗杆的运动方向、吸收镗杆震动的作用。
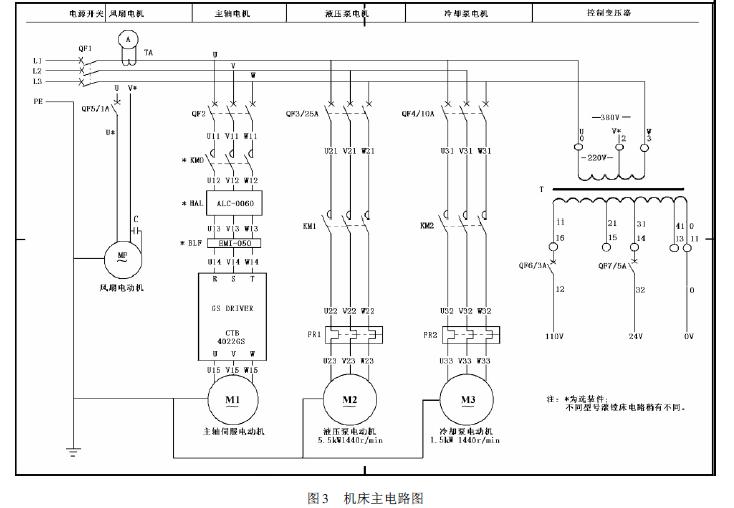
1. 7 电气系统
由操作面板、电气控制柜、交流伺服驱动装置及电气控制系统组成,使得机床的操作和使用更具合理化、人性化。其机床主电路如图3 所示,控制电路略。
2 机床的性能指标
2. 1 机床的加工精度
粗镗时,孔径精度IT9 ~ 10,表面粗糙度不大于Ra6. 3 μm;精镗时,孔径精度IT7 ~ 8,表面粗糙度不大于Ra3. 2 μm,圆度不大于0. 03 mm;滚压时,孔径精度IT7 ~ 8,表面粗糙度不大于Ra0. 4 μm,圆度不大于0. 03 mm;加工孔的直线度不大于0. 15 mm/1 000 mm;加工孔的出口偏斜不大于0. 3 mm/1 000 mm;加工孔的同轴度不大于0. 25 mm/1 000 mm。
2. 2 机床的加工效率
切削速度。根据刀具结构、材料和工件材质确定,一般为50 ~ 100 m/min;进给速度。根据工件加工直径、工件材质、热处理状况和工艺情况确定,一般在40 ~ 100 mm/min;
镗孔时最大加工余量。根据刀具结构、材料和工件情况确定,一般不大于30 mm。
3 结论
该机床可用于加工机床的主轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等,具有质量可靠、价格低、自动化程度高、经济效益好等优点。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

