


摘要:为了预防工件表面出现磨削缺陷,本文系统地对产生缺陷的原因进行了梳理,分析、总结出了8个方面的影响因素,并制订相应的预防措施,从而达到了预防表面产生磨削缺陷的效果。
我公司是南京金城集团公司控股的生产企业,生产排量为50~250cc的各类摩托车曲轴20余种,具有年产摩托车曲轴总成50万套的生产能力;曲柄销是曲轴上的关键零部件,由于曲轴不同,曲柄销的结构及精度要求也各不相同。为了便于控制产品质量,对曲柄销的结构和精度要求进行了归纳,基本上是材料为20C rMo,长度和直径要求在20~60mm内,直径公差为0.002~0.003mm,渗碳淬火后硬度在55~65HRC之间,表面粗糙度值为0.1~0.2m。具有尺寸公差小,形状精度高, 表面粗糙度数值低,表面硬度高等特点,同时要
求表面不允许有烧伤、裂纹和振纹等表面缺陷。

图1 无心磨床
为了满足各类曲柄销的批量生产及精度要求,公司在2005年3月购入了一台MG1050A无心磨床(见图1)。这是一种高精度及高生产的设备,可以实现半自动循环磨削,适用于大批量磨削直径5~50mm、长度<200mm的精密圆柱体零件,能够满足公司曲柄销的大批量和高精度的要求,解决了生产难题。但随着设备的使用,发现如果对磨床的使用不当,极易产生表面磨削缺陷,而且缺陷有各种表现形式,影响因素多种多样,如果不系统地从根源上分析产生原因,制定预防措施,必然造成损失。经过长期对M G1050A无心磨床的实际调整及其各部件的摸索,逐步对产生表面缺陷的原因梳理,分析、总结出了8个方面的影响因素:①磨床的安装及在基础上的调整。②对磨削原理的理解。③曲柄销的中心高。④砂
轮。⑤导轮。⑥托板。⑦前、后导板。⑧磨削液。为了预防产生表面磨削缺陷,我们从以上8个方面入手,系统地对磨削区域各部件的作用进行学习并熟练掌握,明确产生缺陷的根本原因,从而制订相应的预防措施。具体措施如下。
1. 正确地安装磨床及其在
基础上的调整磨床的安装地点很关键,是磨床保持稳定加工精度的基础条件,应远离振动大、噪声大、高温及低温的其他设备,安装环境应有调温设施以及能够防尘、防潮和防油等条件。
(1)正确地安装磨床。机床的振动能够使工件表面产生振纹,所以应正确地安装磨床。具体的预防措施为:①应使磨床远离其他机床,以隔绝和减弱振动的传入。②在地面上的基础周围挖100~150mm的防振沟,深度不能小于500mm,以隔绝振动。③基础的混凝土按大约1∶3∶5的比例进行配比施工。
(2)在基础上正确地调整磨床。磨床安放到基础上后,应当调整床身导轨面的水平位置,调整水平工作分为初次调平和调平,在灌注地脚螺栓孔之前校平一次,在拧紧地脚螺栓的螺母时再进行一次校平。
校平时应将水平仪放置在机床的托架基面处做纵向和横向的水平精度调整,保证公差均在0.04mm /1 000mm内。在调整后将螺母拧紧,放置一两天后再进行一次复检,如水平精度保持不变,校平工作就可视为完成。
2. 加深对磨削原理的理解
无心磨削是指曲柄销以前导板为导向引入磨削区域,在磨削区域内曲柄销以托板为支撑,自由地顺向放置在砂轮和导轮之间,砂轮和导轮以不同的圆周速度做同一方向的旋转运动,曲柄销在砂轮的磨削力和导轮的推动力作用下,一面沿其轴线向前运行,一面低速旋转,同时被去除了磨削余量,再由后导板引导退出磨削区域,至此,整个磨削过程完成。
磨削区域主要由磨削砂轮、导轮、托板和前后导板组成,前后导板是辅助部件。这些组成部件的功能各不相同,其中砂轮是刀具,工作时高速旋转,提供磨削力,直接对工件实施磨削。导轮的作用是配合砂轮,提供推动力,推动曲柄销低速转动并沿轴线向前运行。托板是定位元件,起支撑、限位作用,用来保证曲柄销相对砂轮、导轮的中心高,并使工件顺利通过磨削区域。前后导板引导曲柄销进入或退出磨削区域。磨削区域内的磨削液用来降低工件及各部件的温度,并起清洗作用。磨削区域中各部件的位置关系如图2所示。由此可见,曲柄销的磨削仅仅依靠磨削区域的单一部件是不能实现的,而是靠各部件的有机结合来完成的。所以,它们之间的相对位置及作用十分重要,应充分掌握,调整应正确、适宜,才能从根源上预防各类表面磨削缺陷的发生。
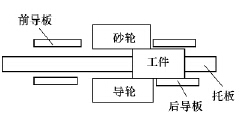
图2 磨削区域中各部件的位置关系图
3. 合理选择曲柄销的中心
高工件中心高是指磨削时工件中心相对于砂轮、导轮中心连线的距离。中心高是影响磨削精度(即圆度)的主要因素之一,也是影响工件跳动的因素,不同的工件磨削应有适宜的中心高度。如果中心高选择过小,使工件在磨削过程中运转不良,会造成工件圆度超差,同时也因为中心高过小,使托板受力过大,磨损过快,以至于摩擦工件表面,使工件表面出现拉毛现象;如中心高选择过大,会产生工件跳动、表面有振纹等现象,原因是曲柄销开始接触砂轮时,主切削力大于导轮的作用力,工件只能以跳动的方式保持力的平衡,也就产生了跳动现象。所以,在磨削前应首先选择适宜的中心高,才能有效地预防产生表面圆度超差、拉毛、跳动及振纹等磨削缺陷。中心高可以根据以下计算公式计算,也可以实际测量计算确定。
(1)工件中心高H的计算公式H=π (D砂+D工)·(D导+D工)/360°(D砂+D导+2D工)式中, 为工件与砂轮、导轮接触点的切线角(一般取6°~8 °);D砂为砂轮直径(mm);D导为导轮直径(mm);D工为待磨曲柄销直径(mm)。
(2)工件中心高的测量方法:测量计算的方法比较方便。我们习惯用测量的方法计算中心高,具体步骤为:①用高度尺测量待磨曲柄销直径上部到托架底面的距离H1。②用千分尺测量待磨曲柄销直径D。③已知机床设计的砂轮与导轮中心连线至托架底面距离为200mm。④计算中心高H=H1-D/2-200。计算得到的中心高应作适当的修整,然后确定下来。
在实际的磨削过程中,一般来讲,对于小直径的曲柄销,中心高等于曲柄销直径的一半;对于直径大于20mm的曲柄销,中心高在12~14mm范围内。如果曲柄销圆度误差原始形状偏向于较大的椭圆时,H值取小些;原始棱圆度大时,H值取大些。当原始椭圆度及棱圆度都较大时,可先选取较大H值消除棱圆度,再选取较小H值,以消除椭圆度。
4. 正确选用砂轮及对其修整
(1)正确选用粒度、硬度适合的砂轮。从磨削区域内各部件的位置关系图中可以知道,砂轮是关键部件,它在磨削过程中完成对工件的切削。众所周知,砂轮由磨料、结合剂和空隙组成,这三种不同的要素,又形成了不同特性的砂轮。砂轮的特性包括磨料、粒度、粘结剂、硬度、组织、形状和尺寸。每一种砂轮根据其本身的特性,都有一定的适
用范围。如果砂轮过硬,会使工件表面烧伤;砂轮过软,工件外形尺寸不匀或表面粗糙度超差;粒度过大, 工件表面粗糙度超差;粒度过细,工件表面会有烧伤现象。因此选用适合的砂轮十分关键,在磨削加工时必须根据工件的材料、热处理方法、表面粗糙度和磨削余量选择适合的砂轮,同时,由于工件长度不同,砂轮宽度也应相应改变,一般情
况下,砂轮宽度应比待磨工件长度大5~10mm。
( 2 ) 选择合适的修整用量,正确地修整砂轮。砂轮作为刀具,其修整的好坏直接关系到工件表面的质量和生产效率。修整时金刚石如果松动,修整后的砂轮表面凹凸不平,工件表面会出现螺旋形痕迹;修整得过细,砂轮就会太钝,工件容易烧伤或椭圆;修整得过粗,工件就会出现表面粗糙度差的现象。所以,为预防砂轮修整原因而产生表面缺陷,应正确地修整砂轮:①安装后的金刚石必须牢固, 其轴线与砂轮中心应保持大约10°的角度,并且偏离砂轮中心1~2mm,以预防在修整时振动。②选择适宜的修整用量:修整时砂轮速度应放慢,修整进给量不能太大。粗磨时砂轮表面需修整得粗糙些,修整器往返速度约为200~300mm/min,甚至可以再大一点,每次修整量在0.01~0.03mm左右。精磨时修整器往返速度约为50~100mm/min, 每次修整量在0.01mm左右。③经常转换金刚石的角度,以保证金刚石的锋利。④修整时应用切削液对金刚石充分冷却,不能出现间断现象,以
避免金刚石因骤冷骤热而碎裂。⑤将砂轮前部(工件入口处)和后部(工件出口处)修整30′的斜角,以便工件逐渐进入和离开磨削区域,减少对砂轮对工件粗糙度和形状的影响。
5. 正确地修整导轮
在进行曲柄销磨削时,容易出现椭圆、表面粗糙度差、表面烧伤等缺陷。椭圆是因为导轮的几何形状不正确。粗糙度差及表面烧伤是因为导轮倾斜角太大,导致工件的轴向进给速度加快。这几种现象均与导轮在空间的倾斜角度及其表面形状有关系。因为导轮的作用是在磨削过程中带动工件作旋转运动,同时沿工件轴线方向向前平稳运动。为了实现这个目的,必须使工件与导轮沿母线的全长接触, 导轮外形应被修成旋转双曲面的形状,并且轴线在垂直平面内倾斜一个角度。所以,为预防产生椭圆、表面粗糙度差、表面烧伤等缺陷,必须正确地修整导轮。
(1)调节导轮主轴,使导轮轴线在垂直平面内有一个倾斜角,靠磨床操作者一端较高,另一端较低。粗磨时倾斜角一般取3°~4°,精磨时倾斜角一般取1.5°~2°。
(2)调节导轮修整器,使修整器上金刚石滑座在水平面内有一个回转角,保证把导轮外形修成旋转双曲面,精磨时回转角一般取1.5°~2°。
(3)调节金刚石的偏移量,使金刚石相对导轮有一个适宜的偏移量。
(4)调节导轮主轴转速至修整速度,一般取300r/min。
6. 选用适宜的托板并调整高度
无心磨削有时会出现圆度超差,这是因为工件的中心高不适宜或托板支承面的倾斜角太大,工件支承不稳,磨削时工件的位置受到影响。工件有时也会出现表面拉毛现象,这是因为托板支承面磨损后对工件造成摩擦,这要求托板支承面的硬度应比工件硬度高,并且耐磨性要好。托板是磨削区域的重要构成部件,起支承工件的作用,保证工件中心高于砂轮与导轮的中心连线。这是影响工件圆度的主要原因,也是工件被磨削成圆形的先决条件。所以,为了预防因托板原因而产生表面缺陷,应选用适宜的托板并调整其高度。
(1)选用合适的托板材料,增加托板的耐磨性,因为曲柄销的硬度在渗碳淬火后比较高,一般在56~65HRC,所以我们采购的托板材料为高速钢且淬硬,并在其斜面上镶嵌硬质合金条后磨平。
(2)为了使工件迅速被磨圆,托板的支承面应有小于30°的倾斜角,且平整光洁。在磨削时将工件与托板支承斜面的接触位置保证在距顶尖1/3处。
(3)选用托板垫片来调整托板高度,使工件中心高于砂轮与导轮的中心连线,避免因中心高的原因出现振纹或棱圆等缺陷。
(4)在安装托板时,借用滑动表座和百分表调整托板的两端高度,保证托板的两端在同一水平面上,避免工件出现圆锥形。
7. 正确地调整前、后导板的位置
导板共有4个,分别位于砂轮和导轮的前后,它在磨削过程中把工件顺利引进和退出磨削区域,对工件起限位和导向作用,是磨削区域的重要辅助部件。导板位置的正确与否对磨削后的工件形状误差影响很大, 如不正确,工件会被磨成细腰形或腰鼓形等。所以,为了预防因导板位置原因而产生的表面缺陷,应合理地调整前、后导板的位置(见
图2)。
(1)靠导轮一侧的前导板应比导轮的圆周面后退一定距离,一般取0.01~0.02mm即可;靠导轮一侧的后导板,应与导轮的工作周面齐平。导板绝对不允许凸出于导轮工作圆周面的外侧。
(2)靠砂轮一侧的前、后导板可比砂轮的工作周面后退一定距离,一般取0.1~0.3mm即可。
8. 选用适宜的切削液及正确的使用方法
无心磨削时有时会出现表面烧伤和磨削裂纹,这是因为在磨削时产生大量的磨削热引起的;表面粗糙度差是因为切削液不清洁或浓度不够引起的。这就要求我们必须选用适宜的切削液并正确使用。曲柄销经过渗碳淬火后硬度高,并且要求很低的表面质量,所以我们采用以下措施来预防缺陷。
(1) 采用H - 1 高精度磨削液, 其具有冷却及润滑效果显著、提高表面质量、降低砂轮磨损和防锈等特点。
(2) 选择正确的使用方法:①将磨削液直接浇注在砂轮与工件接触的部位。②保持一定的压力和充足的流量,均匀地将磨削液喷射到整个砂轮宽度。③定期更换并采用过滤装置进行净化,减少杂质,保证磨削液的清洁。引起表面磨削缺陷的因素还有其他方面,如砂轮的平衡、机床的润滑、皮带的使用和砂轮主轴的跳动与窜动等,这些都需要很好地分析、研究,积极地采取预防措施,才能从根源上避免产生表面磨削缺陷。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

