


摘要:本文通过对我厂现场PRORECTIF93工件轴的轴承易损坏的问题进行分析,提出解决和优化方案:在原来基础上增加气密封用来阻止外界杂质,有效地保护并延长轴承寿命,同时也保护了工件轴箱体的精度,取得了成效。
我厂变速箱分厂热后线的5 台设备XF1014、XF1015、XF1026、XF1039和XF1040是法国PRORECTIF93的磨床,已使用10年左右。其中,XF1014、XF1015和XF1026采用斜切入式
加工方式,用来加工1~5挡齿轮的锥面和端面;XF1039/1040采用切入式加工方式,用来加工二轴花键面和轴颈。
1. 问题
工件轴( 俗称头架) 为磨床不可缺少的一部分,在加工精度方面扮演着非常重要的角色,其主要靠主轴的制造精度和轴承的装配精度来保证。但是我们发现一个问题, 就是轴承使用寿命非常短,约每半年XF1039、XF1040就要更换一次轴承,最多每一年XF1014、XF1015和XF1026就要更换一次头架轴承。
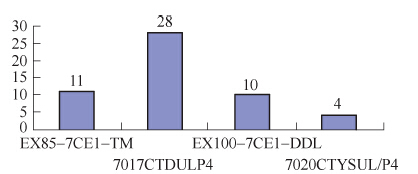
图1 内磨床头架轴承消耗情况
图1简单统计了5台设备在3年内磨床头架轴承的消耗情况。图中,EX85、EX100轴承是以组为单位,2套/组;7017、7020的是以套为单位,折合成组轴承为28套/2=14组和4套/2=2组;7017可替代EX85,7020可替代EX100。其中左边是X F 1 0 1 4 、XF1015和XF1026的头架轴承,而右边的是XF1039、XF1040的头架轴承,每台磨床的轴承装机量如图2所示。
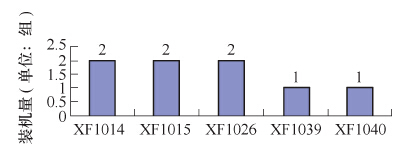
图2 每台磨床的轴承装机量
由于使用的是SNFA轴承,通过SNFA轴承使用手册,得到相关的一些数据以及计算轴承理论寿命的曲线,并通过该曲线来查找相对应的轴承理论寿命(见图3)。
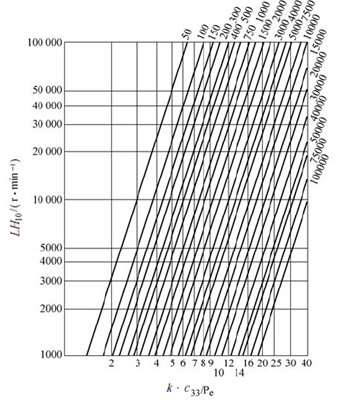
图3
同时, 根据现场提供的头架轴承的转速,XF1014/XF1015/XF1026的转速为500r/min,X F 1 0 4 0 / X F 1 0 3 9 的转速为200r/min,通过曲线图表(注:关于轴承寿命计算公式可以查看相关轴承手册) , 配合相关数据, 我们可以得到这样的结论: 在当前转速下, 5 台磨床的头架轴承的正常使用理论寿命为100 000h按一年300个工作日,每天22h运转,则可以使用100 000/300/22≈15年。当然这只是个理论值,考虑到实际情况,在正常使用下,3~5年轴承肯定没问题。但是按照我们目前更换轴承的情况来说,每半年或一年就更换,就极为不正常了。
2. 问题分析与解决
通过检查每次更换下的轴承损坏情况,都有一个共性:就是工作期间大量切削液夹杂着磨屑进入到轴承内部。为什么会有杂质进入到内部呢?我们来看下结构:以XF1040头架结构为例(见图4)。
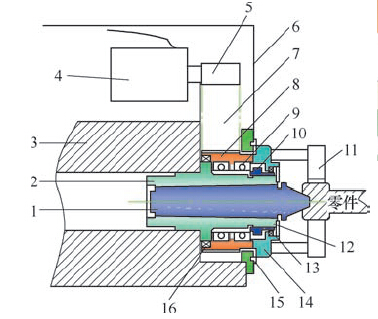
图4
1.顶尖 2.心轴 3.头架箱体 4.电动机5.带轮 6.防护罩 7.同步带 8.带轮 9.轴承10.锁紧螺母 11.拨盘 12.挡水盘13、16.骨架油封 14.传动法兰 15.V形密封圈
通过结构图, 我们很容易就发现问题出在加工工件的过程中,主要原因是磨屑夹杂在骨架油封唇边上使骨架油封结合面磨损,再通过骨架油封和锁紧螺母的磨损面进入到轴承内部(见图5)。
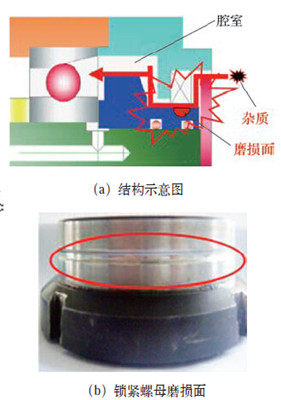
图5
问题是找到了, 更换锁紧螺母、骨架密封就可以了,但是这并不是我们的最终目的,因为仅仅是更换,螺母一样会磨损,杂质还是一样进入到轴承内部,轴承还是一样频繁地损坏。同时频繁地拆装轴承也会导致头架本体孔的磨损, 破坏其精度, 一旦破坏到一定程度,整个头架就报废,会严重影响车间的生产,甚至导致停产, 尤其XF1039/XF1040是唯一设备,重要性就不用说了。如何做才能寻找到一个有效的办法,能阻止切削液夹杂着磨屑进入到轴承内部,使轴承使用寿命能达到或接近其理论值呢?
3. 改造优化
回到结构图,我们看到在锁紧螺母和骨架油封,靠轴承端有一个腔室,如果能在这个腔室内充满一定的介质,使该介质能阻止杂质进入就可以。我们就考虑使用压缩空气来充当该介质充满腔室,既气密封。
气密封是将压缩空气导入需要密封的结构内部使内部形成一个压力腔,气体的压力和走向可有效防止加工时切削液及外部杂质进入密封腔内。而且在工厂内压缩空气的资源是很丰富的,气源多,安装方便(就这几台设备来说,我们曾将这5台磨床的安全门进行自主改造,取消了控制门运动的气路,只需要将该气路引到头架就可以。同时,因为压力低,面积小,气密封所消耗的气资源远远小于原来门所消耗的气资源)。
开始动手进行改造:(1)通过经验以及手段判断心轴的硬度不硬,可以加工,在心轴上开启两个气孔(见图6)。
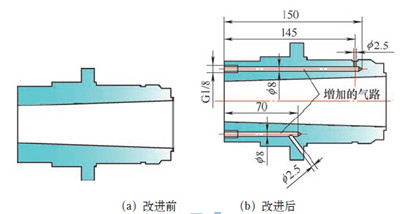
图6
(2)重新加工挡水盘。红色部位是挡水盘, 与改进前相比,挡水盘的外圆尺寸由128mm增加到132mm,挡水盘与传动法兰之间的间隙由原来的2.5mm缩小到0.5mm,便于压缩空气形成气幕,有效地防止外部杂质侵入(见图7)。
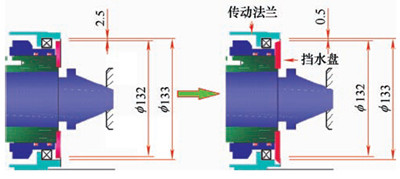
图7
(3)引气源。从调压阀处引出气源,管径8mm气管进入设备内部后用三通将气路分为两支管径6mm的气路。在顶尖润滑法兰上钻两个φ 8mm孔,将气管引入联接在心轴上(见图8)。

图8
(4)设定气体的压力。我厂的压缩空气的压力一般在0.4~0.6MPa,如何调整压力在合适的范围内? 通过《机械设计手册》(第2版)我们查到如下字段:旋转轴唇形密封圈适用于安装在设备中的旋转轴端,在压差≤0.05MPa的条件下,对流体和润滑脂起密封作用。以此为参考,我们将调压阀的压力调整到0.05MPa。
(5)效果验证。用含有洗手液的液体浇在头架上验证效果,大量气泡产生,说明压缩空气达到理想密封效果(见图9)。

图9
4. 结语
自该工作实施以来, 所有头架轴承已使用两年有余, 未出现精度走失、损坏的问题,彻底解决5台设备磨床头架轴承频繁损坏的故障, 降低设备的故障时间( 平均每年更换轴承时间为120h);同时对头架本体起到了很好的保护作用( 前面提过:频繁地拆装轴承也会导致头架本体孔的磨损, 破坏其精度, 一旦破坏到一定程度, 整个头架就报废) ; 而且降低了维修费用:在3年时间因更换轴承所消耗的资金约为153 087.79元,平均每年消耗51 029.26元。将每年更换轴承的时间折合为:按生产节拍为70件/h,工时成本为5.39元,则为:120×70×5.39=45 276元/年,加 上 节 约 轴 承 成 本 , 总 共 能 为公司节约:51 029.26+45 276=96 305.26(元/年)。
目前我们已将气密封通过自主改造运用在这5台设备的砂轮架(俗称:磨头)上,用来阻止切削液夹杂着磨屑进入到动静压轴承内部,也取得不错效果。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

