


摘要:针对T68 型卧式镗床传统继电器控制系统可靠性差等问题,提出PLC 改造方案。
关键词:PLC;卧式镗床;控制系统
0 引言
应用PLC 对现有的机械加工设备的电气控制系统进行改造,可以把机械加工设备的功能、效率、柔性提高到一个新的水平, 大大改善产品的加工质量,降低设备故障率,提高生产效率,经济效率显著。传统的镗床控制采用继电接触器控制系统, 不但接线复杂,而且经常出现故障,可靠性较差。为此,根据卧式镗床的特点,采用PLC 对其控制系统进行改造。
1 、T68 卧式镗床的电气控制
1.1 主电路
T68 型卧式镗床电气控制线路有两台电动机;一台是主轴电动机M1,为双速电动机,作为主轴旋转及常速进给的动力,有热继电器作为过载保护;另一台是快速进给电动机M2, 作为各进给运动的快速移动的动力,因为是短时工作制,所以不需要用热继电器进行保护。
1.2 星角降压启动
定子绕组接成星形时, 由于电动机每相绕组额定电压只为角形接法的1/3,电流为角形接法的1/3,电磁转矩也为角形接法的1/3,因此,对于角形接法运行的电动机,在电动机启动时,先将定子绕组接成星形,实现降压启动,减少启动电流,当启动即将完成时再换成角形,各绕组承受额定电压工作,电动机进入正常运行, 故这种降压启动方法称为星角降压启动。
1.3 反接制动
反接制动即在电动机切断正常运转电源的同时改变电动机定子绕组的电源相序,使之有反转趋势而产生较大的制动力矩的方法。反接制动的实质是使电动机欲反转而制动, 因此当电动机的转速接近零时,应立即切断反接转制动电源,否则电动机会反转。实际控制中采用速度继电器来自动切除制动电源。
1.4 控制电路
控制电路包括7 个交流接触器,2 个中间继电器,以及1 个时间继电器KT, 共10 个电器的线圈支路,该电路的主要功能是对主轴电动机进行控制。在启动主轴电动机之前, 首先要选择好主轴的转速和进给量,并且调整好主轴箱和工作台的位置。
2、 PLC 控制系统
T68 卧式镗床PLC 控制系统属于典型的单机控制系统,输入/ 输出信号均为开关控制量,一般的继电器输出型PLC 就可以满足控制上的要求。另外,由于X62W 铣床不属于大型机床,输入信号传输距离不大,控制电路比较集中,不必采用单独的控制柜来安装电器元件。
设计有18 个输入和9 个输出。所以选择CPU 226型PLC。
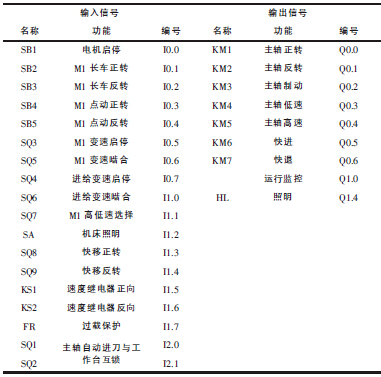
根据控制系统要求,设计控制系统中的I/O 分配,如表1 所示。
表1 控制系统中I/O 口的分配
PLC 接线图如图1 所示。
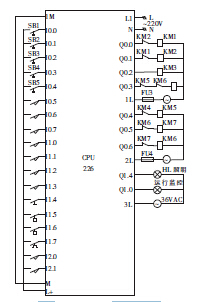
图1 PLC 接线图
根据卧式镗床工作过程的控制要求和卧室镗床的电器控制原理,分析输入、输出量之间的关系,设计TLC 的控制程序:
(1)主轴与工作台选择,程序如图2 所示。PLC通电, 由于主轴自动进刀与工作台进给(I2.0、I2.1)互锁只能有一个动作, 因此M1.0 置1,M1.0触点动作。
2 、主轴工作台选择
(2)M1 的正转连续控制,程序如图3 所示。
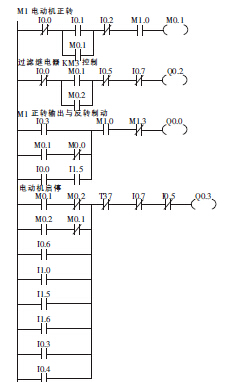
图3 M1 正转连续控制
按下正转启动按钮SB2,I0.1 置1,则M0.1 置1 自锁,Q0.0、Q0.2、Q0.3、M0.1 置1,KM1、KM3、KM4 得电,M1 接成角低速全压启动,转速上升,上升到120r/min,KS1(I1.6)动作,为反接制动准备。
(3)正转低速停车,反接制动,程序如图4 所示。
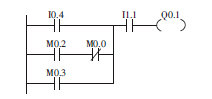
图4 M1 正转反接制动
按停车按钮SB1,I0.0 闭合,M0.1、Q0.0、Q0.3 置1,KM1、KM4 失电,同时Q0.1、Q0.3 得电置1,KM1、KM4得电,M1 串电阻R 反接制动,转速下降,下降到100r/min,KS1 复位,I1.6 断开,Q0.3 复位置0,KM4 失电,M1 停车结束。
(4)M1 正转高速启动,程序如图5 所示。
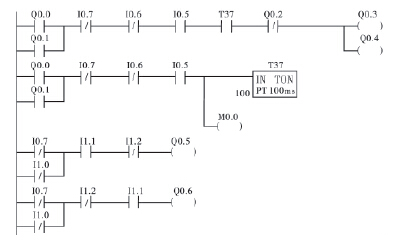
图5 M1 正转高速启动
主轴变速手柄打到高速,I1.1 置1。控制过程同低速类似,按下正转启动按钮SB2,I0.1 置1,则M0.1 置1 自锁,Q0.0、Q0.2、Q0.3、M0.1 置1,KM1、KM3、KM4得电,M1 接成角低速全压启动, 转速上升, 上升到120r/min,T37 开始延时, 延时3s,Q0.4 置1,KM4 失电,KM5 得电,M1 接成YY 高速运行,转速上升。KS1(I1.6)动作,为反接制动准备。
(5)正转高速停车,同正转低速停车类似,采用的是低速反接制动。
(6)M1 反转控制,程序如图6 所示。
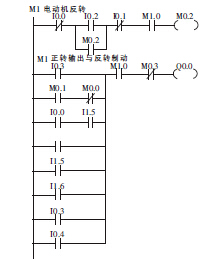
图6 M1 反转控制
(7)M1 点动控制,程序如图7 所示。
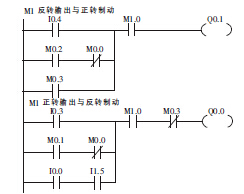
图7 M1 点动控制
SB4 和SB5 分别为正反转点动控制按钮。当需要进行点动调整时, 可按下SB4、SB5 使线圈KM1、KM2通电,KM4 线圈也随之通电,电机随之转动。
(8)主运动变速,程序如图8 所示。
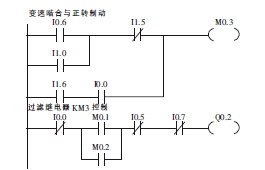
图8 M1 变速控制
主轴变速制动,将主轴变速手柄拉出,SQ3 复位,制动停车,调变速盘至所需速度,将操作手柄推回原位,若发生顶齿现象,则进行变速冲动。
变速过程中发生顶齿现象,I0.6 置1,Q0.0、Q0.3置1,KM1、KM4 得电,M1 低速启动,转速上升,KS1 动作,M1 进行反接制动,转速下降。M1 一直反复启动制
动直至齿轮啮合为止,变速冲动结束。
(9)M2 快移, 程序如图9 所示。M2 电机通过SQ8、SQ9 控制M2 的正反转。
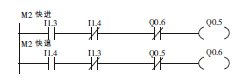
图9 M2 快移
3、 结语
采用S7-200PLC 对T68 卧式镗床传统的电气控制系统进行改造,提高了机床的可靠性和抗干扰能力,使机床具有良好的柔性,使用方便,功能完善,还具有与监控计算机联网的功能。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

