


美国车轮镗床加工惯性质量问题分析及解决
2017-6-22 来源:中车长江车辆有限公司株洲分公司 作者:冯丹阳
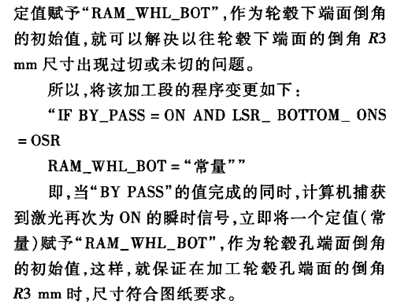
摘要:阐述了由激光测量误差而引起的加工质量问题,通过改变加工定位、调整电气控制和加工程序,对不同型号的车轮反复进行数据测量、分析,并对程序进行调整,彻底解决了这个惯性质量问题。
关键词:镗床;定位方式;测量误差
1.问题的提出
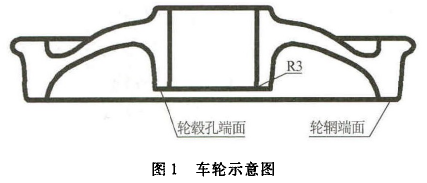
SN-841车轮镗床是加工车轮(车轮示意图见图1)轮孔的专用机床,在加工轮毂孔外侧端面的过渡圆弧mm时,由激光测量装置控制加工位置。生产过程中,由于激光麵误差,使轮毂孔端面与轮孔的过渡圆弧*现过切或未切的惯性质量问题,造成的返工约占加工数量?獅£右,该冋题自设备二了以来-予=能有效解决。
2.原因分析
美随床加工车轮内孔时,是以轮辋端面作为帛位基准面。由于轮毂孔端面与轮辋端面的距离不确定(公差为12關),故在加工前必须細激光據的方式测得轮穀孔端面的实际位置,再进行锺孔加工。但是,激光测量的准确度,时常会因轮毂孔端面的毛刺、坡等因素的成响,产生偏差,从而导致加工出来轮毂外端面的尺3mm倒角出现过切或未切现象。
原机床使用的定位方式,以轮辋端面作为加工定位基准面(见图2)。
要查找激光扫描测量不准的真正原因,首先对机床激光测量扫描段的程序软件进fT分析。

表1 2种不同“BY PASS”值的测量结果
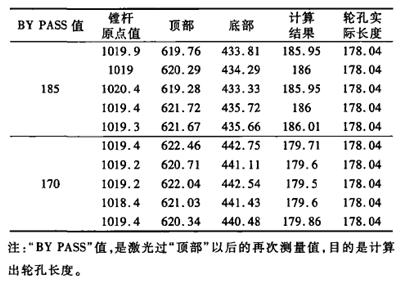
可见,用激光扫描的测量方法,不能可靠地确定轮毂孔端面的实际位置。
正是因为激光的取值不稳定,最终造成轮毂孔端面的倒角及3mm尺寸出现过切或未切的现象。
3.解决方案
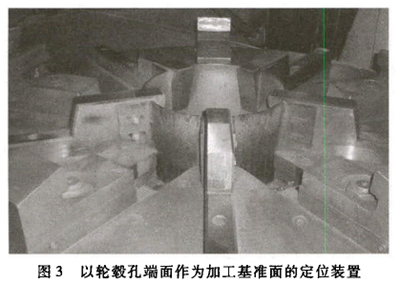
将原机床以轮辋端面作为加工定位基准改成以轮毂孔端面作为加工定位基准,那么相对于加工刀具而曰轮威孔W面就是一个固疋值,上述的不利因素就不会造成影响了。
序号轮饼编号放松夹紧差值定位基准装置见图3 。
当改变了定位方式后,是否会因为定位面积变小,造成夹持不稳,使得加工后的轮饼端面跳动超差(跳动量不大于〇.5mm为合格)。针对此疑问,做了以下测试。
任意挑选几个不同厂家的轮饼,分别以轮辋端面和轮毂孔端面的定位方式测量其端面跳动量(见表2)。
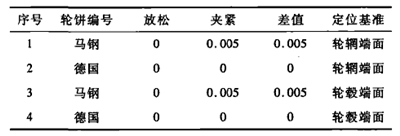
不同的定位方式下,卡爪夹紧和松开轮饼测量其端面跳动的数据见表3。
可见,无论是以轮辋端面定位还是以轮毂孔端面的方式定位,加工后的轮饼其端面跳动都不会超差。
当采用轮毂孔端面作为定位基准后,轮毂孔端面就成为定值(常量)。这时,通过修改程序把这个
表2不同定位方式下的端面跳动数据 mm
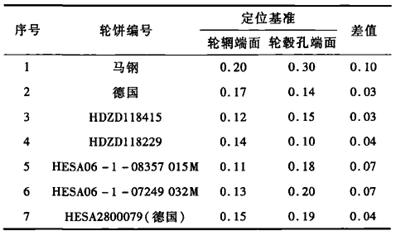
表3夹紧和放松时端面跳动数据 mm
4.结束语
使用至今,该机床每天两班制满负荷生产,再没有出现因加工轮毂孔端面K3mm倒角不合格的质量问题,彻底解决了美国镗床加工轮孔的惯性质量问题。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

