


浅谈发动机凸轮轴孔和曲轴子L的加工工艺
2018-1-16 来源: 浙吉利罗佑发动机 宁波吉利罗佑发动机 作者:史丁丁 朱葛明 羊奎 王瑞平
摘要:为保证凸轮轴和曲轴高速运转并拥有良好的动力输出环境.发动机缸体的曲轴孔和缸盖的凸轮轴孔必须具有高的精度。为提高发动机性能,对发动机曲轴孔和凸轮轴孔的机械加工工艺方法进行了研究,通过对加工工艺方法、设备精度和工装夹具的可靠性进行改进.保证了两轴孔孔隙的尺寸精度、形状精度和位置精度,加工质量和效率得到有效提升。
关键词:曲轴孔 凸轮轴孔 工艺方法 同轴度 镗杆
随着汽车工业的不断发展,发动机作为汽车心脏,其性能要求也更加苛刻。凸轮轴作为进排气机构的主要动力,曲轴作为整机动力输出的主要机构,两者对发动机的性能起到关键的作用。为保证凸轮轴和曲轴高速运转并具有良好的动力输出环境,发动机缸体的曲轴孔和缸盖的凸轮轴孑L必须具有高的精度。由于凸轮轴孔和曲轴孔的长度和间隔性的特点.其加工在发动机制造行业仍是一个比较棘手的难题。笔者旨在探讨两轴孑L孑L隙的精度要求和在加工过程中的工艺方法、影响因素、失效模式以及质量控制方法等。
1 、凸轮轴孑L和曲轴孔的技术要求
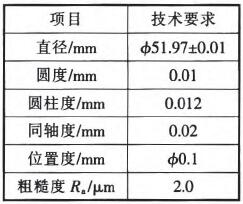
4G发动机的缸盖材料为铸铝.缸体材料为铸铝和铸铁混合材质,参数见表1。由于发动机最高转速可达6 ooo r/min以上。两轴的高速运转对两轴孔孔隙技术条件有很高要求,详细技术参数见表2和表3。
表l 材料参数

表2 凸轮轴孔主要技术参数
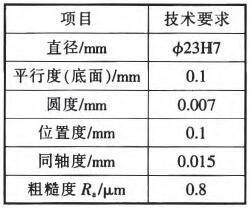
表3 曲轴孔主要技术参数
2、 凸轮轴孔和曲轴孔的加工工艺
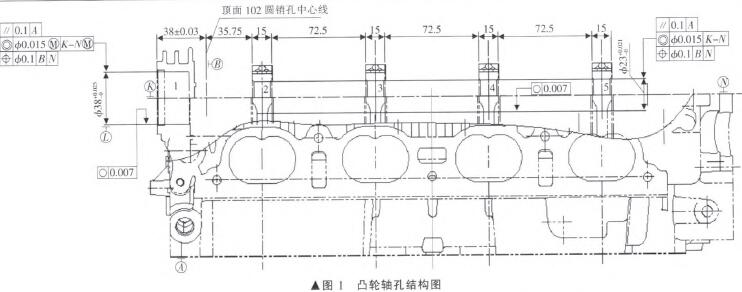
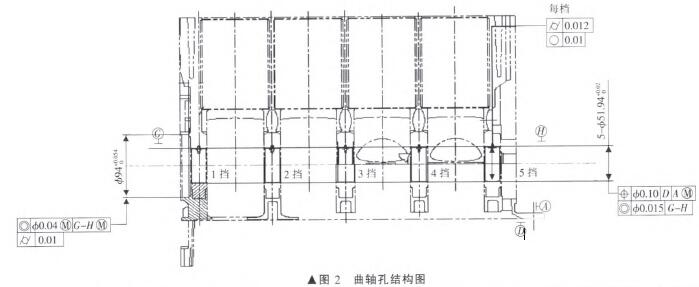
凸轮轴孔结构如图1所示,曲轴孔结构如图2所示。对于普通的四缸机型来说,凸轮轴孑L和曲轴孔均为五挡的长孔加工,其相似的精度要求和结构决定其加工方法具有相似性。
2.1 凸轮轴孔和曲轴子L的加工结构分析
从两者结构图可以看出,它们直径大小不一样,均为五挡通孔式,整体结构相似。曲轴孔缸体为开放式,凸轮轴孔缸体一端为封闭状态,刀具无法实现在整个缸体上的贯通,导致在加工方式上会存在一定差别。
2.2加工工艺方法
曲轴孔和凸轮轴孑L的精加工是缸体和缸盖加工过程中的关键工序,其尺寸、形状和位置精度直接影响发动机的性能及寿命,所以两轴TL-子L隙的加工工艺方案会涉及到设备、刀具和加工方式等。
(1)工件定位夹紧。工件的正确定位是保证加工精度的基础,凸轮轴孔和曲轴孔的加工采用一面两销定位,用液压夹紧可以保证工件定位位置不变。
(2)刀具的选择。目前两轴孑L孔隙的加工主要采用单刃组合镗刀加工,单刃镗刀结构简单,加工稳定性好,加工表面具有良好的光洁度,在较高精度的扩孔加工中得到广泛应用 。
为了保证同轴度,两轴孔加工均采用5个单刃镗刀组合在1个镗杆上,对镗杆的刚度要求提高了,采用硬质合金材质可以达到刚度要求。镗刀片也采用硬质合金材质,以提高切削效率和刀具寿命。曲轴孑L镗杆具有内冷结构,而凸轮轴镗杆由于直径较小,为提高其强度,将内冷集成在导套上。
(3)加工方式。凸轮轴孔的一端为封闭,采用刀具从缸体另一端进刀的方式进行加工.但由于镗杆的悬伸量较大,对刀具采用在1、3、5挡用3个导套支撑的方式.如图3所示。

曲轴孔两端均为开口方式,可以采取两端支撑,从一端进刀的方式。如图4所示。
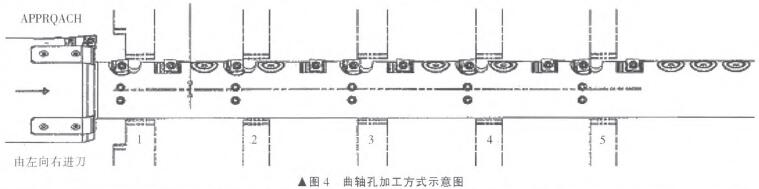
曲轴孑L和凸轮轴孔在加工中的进刀方式均为1、3、5挡进行推镗方式加工,2、4挡采用拉镗方式加工,以减少刀杆在加工过程中的受力。
2.3加工影响因素
两轴孑L孔隙的精加工精度要求较高,除了工艺上加工余量、毛坯缺陷等因素的影响外,机床环境因素也会在一定程度上影响精镗的加工。
(1)导套过定位的影响。高速运转的镗杆在加工凸轮轴孔过程中,加工材料材质相同,镗杆受力均匀,镗杆自身会起到自导向作用,在不受外力影响的情况下,它绕着同一条轴线运转。这就要求导套在起辅助支撑作用时要与夹具支架保持较好的间隙,不可过大亦不可过小,使导套在支架中有一定的活动量。间隙太小镗杆运转受影响,间隙过大失去了导套自身的导向作用。
而曲轴孔的加工不同于凸轮轴孑L,镗杆在加工过程中。加工材料材质不同,曲轴孔为两端支撑,在镗杆刚度满足要求的前提下,要保证镗杆两端在一条轴线运转。所以曲轴孔加工时,对导套活动量要进行限制,压缩因为加工材料材质不同造成的镗杆弹性变形[2j。
(2)内冷压力和过滤精度的影响。在曲轴孔的加工过程中,前后导套均由轴承支撑,受外界冷却液因素影响较小。而凸轮轴孔和导套之间靠冷却液润滑,这就对冷却液压力和过滤精度有一定要求。内冷压力过小不利于切削热和切屑的排出,造成导套磨损,加工精度丢失。过滤精度对于两者同样重要,过滤精度低,粗的铝屑会划伤加工表面和导套。
3、凸轮轴孔和曲轴孔加工的失效形式
曲轴孔和凸轮轴孑L作为发动机缸体两大重要部位,其加工质量直接影响到发动机性能,两者加工质量不满足要求都会对发动机性能造成直接的影响。
(1)直径超差。直径过小会增加两轴在运转时的摩擦.严重情况下会造成两轴抱死或划伤;直径过大则会造成轴的窜动,产生噪声。直径超差可调节镗刀片的高度进行修正。
(2)圆度、圆柱度超差。圆度、圆柱度超差会使主轴颈旋转中心产生跳动,影响发动机的节气门开度和曲轴的动力输出。圆度、圆柱度精度的加工质量由刀杆本身刚性来决定。减小刀杆运转时的跳动和提高刀杆刚度,可以保证圆度和圆柱度的尺寸要求。
(3)同轴度超差。即5个孔的中心不在同一条轴线上。会导致轴旋转时受力不均而产生轴瓦加速磨损,严重时会造成轴抱死。同轴度的超差主要由刀杆刚性和机床本身的精度低造成,提高刀杆刚性和机床精度,可以改善同轴度的超差。
(4)位置度超差。位置度超差分为轴在轴线方向偏移或倾斜及垂直方向偏移或倾斜两种情况。当EHj轴孔中心不在4个缸孔轴向中心线上时,可能会出现敲缸情况,且曲轴旋转中心偏离缸子L中心会导致活塞上下止点偏移.改变燃烧室容积使压缩比发生变化[3j。凸轮轴孔发生偏移或倾斜会造成4个缸配气不同。发动机抖动或加速挺柱孔偏磨。位置度超差主要由夹具定位不准确造成.可以通过改善夹具设计及定位基准解决。
4、结束语
通过对曲轴孔和凸轮轴孔失效形式的了解,可以认识到两轴加工对发动机性能所起到的重要作用。综合考虑加工工艺、刀具和加工设备在技术整改过程中积累的加工经验,结合目前的先进加工技术,笔者介绍的发动机曲轴孑L和凸轮轴孔的加工方法,具有很高的实用价值。采用上述加工方法,两轴孔加工均能很好地满足技术要求,并且加工精度长期稳定,解决了缸盖和缸体加工过程的两大难题,生产的发动机性能有了进一步提升。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

