


高效加工气缸盖电热塞孔的工艺安排
2018-3-27 来源: 山东华源莱动内燃机有限公司 作者:姜兴国,冷长庚
摘要: 本文通过对柴油机气缸盖电热塞孔的结构分析及加工工艺改进,介绍了在批量生产时采用组合机床、组合刀具高效加工气缸盖电热塞孔的工艺。
关键词: 电热塞孔; 组合机床; 复合刀具
引 言
柴油机气缸盖电热塞孔受气缸盖整体结构、布局的影响,通常为较复杂的多参数的深孔结构,电热塞孔与发动机燃烧室相通,其密封性能直接影响发动机整机的性能,为此,加工工艺的合理性直接影响电热塞孔的加工精度和效率。
某型柴油机气缸盖电热塞孔的结构如图 1 所示: 角度为复合角度( 28°,15°) 、孔径为复合孔径( M8 × 1,Ф7,Ф4. 5) 、孔深为深孔( 89mm) ,其中 Ф7孔的底端为密封面,电热塞孔的结构复杂,属于深孔加工,加工有一定难度。
在产品试制时,气缸盖电热塞孔是安排在加工中心上完成的。加工精度虽然能够保证产品设计图纸要求,但生产效率低下,严重制约产能的提高。为此应在批量生产时探讨,采用高效加工气缸盖电热塞孔的工艺安排.
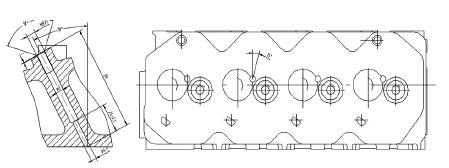
图 1 4TD60 型柴油机气缸盖电热塞孔结构
1 、用于批量生产的高效加工气缸盖电热塞
孔的工艺批量生产时,通过深入分析论证,确定采用多轴组合机床与复合刀具加工的工艺方案进行气缸盖电热塞孔的加工,具体内容如下:按照试制时加工中心安排的工艺流程,需要五台组合机床,通过对刀具优化,采用了复合刀具,合并了加工工步,可以用三台组合机床完成电热塞孔加工,从而减少了组合机床设备的资金投入。
为保证气缸盖电热塞孔的位置加工精度,在第一台组合机床设计时,采用滑动导套,使其刀具的导向端面尽量靠近加工平面。
通过油缸,拉块带动滑套运动,当液压插销发出指令,带动滑套前送,进给滑台工进,加工完成,进给滑台退回,滑套退回。如图 2 所示。
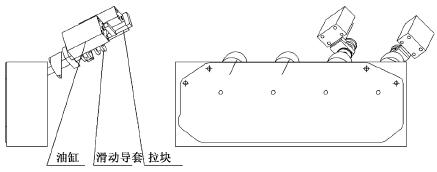
图 2 组合机床示意图
第一台组合机床动作循环过程: 将气缸盖推入机床夹具中→按下启动开关→定位销油缸与滑动导套油缸同时动作,完成工件定位与滑动导套移动靠近加工面→定位完成后发出指令,夹紧油缸动作夹紧工件→夹紧完成后发出指令,进给滑台工进,加工完成→加工完成后发出指令,进给滑台退回→滑台退回后发出指令,定位销油缸与滑动导套油缸同时动作,完成工件定位销退回与滑动导套移退回→将工件推出夹具,进入下一个工作循环。
气缸盖电热塞孔在第一台组合机床夹具中的位置是孔口朝斜上方向,钻孔后部分铁屑会留在电热塞孔内,为防止后续钻孔及锪端面工序孔内铁屑累积引起断刀具问题的发生,在第一台组合机床与第二台组合机床之间安排了钻孔后的铁屑清理,用风吹净孔内铁屑。
在第二台组合机床采用了 12×7 ×45 复合刀具,一次加工完成孔口倒角、锪平7 台阶面、钻 45 孔。同时为减少刀具的浪费,倒角刀与复合钻采用分体结构,在复合钻或倒角刀磨钝时单独更换,避免了整体更换刀具的浪费,刀具简图如图 3所示。
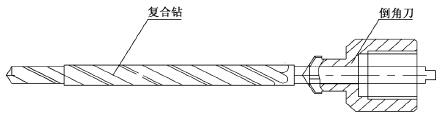
图 3 刀具简图
2 、效果分析
通过以上加工工艺安排,机床工装,刀具的设计改进,减少了生产工序,提高了加工效率,正常需要五台设备完成的工序,优化后只需要三台设备,最大限度的减少了设备数量和投资。同时每台设备加工的生产节拍≤2. 1 分钟( 含工件上下料时间) ,并在组合机床设计中,复合了另一面上大多数孔的加工,生产效率比加工中心设备提高了几十倍,最大限度的降低了单件加工成本。
3 、小 结
对于气缸盖电热塞孔的加工,产品试制阶段和批量生产阶段的侧重点不同,因此其加工工艺安排和使用的设备也就不同,试制阶段,主要以利用已有的加工中心通用设备和标准刀具,新增复合角度的专用夹具完成加工,达到产品图纸要求为主,生产效率及生产成本不是主要考虑的因素; 而批量生产阶段主要考虑在保证加工精度的前提下,以提高生产效率,保证生产节拍,降低单件生产成本为主,因此,本文中对气缸盖电热塞孔加工的批量生产阶段重点分析论证,采用了组合机床与复合刀具的方式安排加工,应用最优化、最高效的加工气缸盖电热塞孔工艺,达到了预期效果。为今后同类孔结构的加工积累了经验,提供了借鉴依据。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

