


摘 要:为解决铝合金薄壁零件在机械加工中由于变形影响零件的尺寸、形位公差的问题,以高速、低进刀、低切深的加工方法,通过一次装夹完成零件全部关联尺寸的加工,从而降低零件在加工过程中由切削力过大而引起的变形,避免加工基准与设计基准不能重合产生的误差,提高零件的尺寸精度和形位精度。
1. 问题的提出
在零件的机械加工过程中,常常会由于内应力而产生变形,尤其是有色轻金属如铝、镁合金的加工。内应力引起的翘曲、侧弯和扭曲等形式的变形频繁出现,会严重影响零件的加工质量及加工效率,特别是对于薄壁、薄板类零件表现得尤为突出。如何最大限度地减少或消除零件的变形,保证产品质量及生产效率,多年来一直是我们研究的课题。
2. 原因分析
为提高铝合金的加工和使用性能,在加工前需要通过热处理(淬火处理+时效处理)的途径提高强度。材料在淬火过程中产生很大的内应力,时效过程不能完全释放淬火过程中产生的内应力,在后续的机械加工过程中,新的切削应力产生,随着材料的不断去除,内应力的平衡状态被打破,内应力重新分布,直至达到新平衡过程而产生变形,使零件失去应有的加工精度。而且当零件表面的应力超过材料的强度极限时,还会产生裂纹。
3. 解决办法
针对以上原因,对于铝合金薄壁、薄板类零件采用“套材”法进行加工。“套材”法就是一次装夹完成所有尺寸加工后,再将零件从毛坯中掏出的加工方法。套材过程包括铣上面→粗铣内腔→粗铣外形→精铣外形→精铣内腔→精铣底面→点(钻)孔→切断等工艺。由于整个过程是在一次装夹中完成的,在切断之前,由于零件与毛坯材料底面连接,所以内应力的产生不会造成零件有较大变形,在整个过程中零件尺寸稳定。在切断时,需要让毛坯材料与零件材料在底面有0.1mm粘连,以保证在整个“套材”过程中零件有足够的强度抵抗加工过程中产生的切削应力。
将零件从毛坯中切下后,零件虽由于应力释放而发生变形,但是零件上各相对尺寸不会改变,只需要增加校正工序校平底面所有尺寸、形状均可恢复正确。
4. 应用实例
如图1所示为铝合金薄板零件,我们应用“套材”法进行加工,方法如下:
(1)工艺过程制定:由于零件最终厚度为2mm,在下料机加工过程中容易产生应力,发生变形,根据其结构特点,具体加工工艺流程为下料→时效→铣基准→磨基准→去毛刺→铣外形(“套材”法加工)→去毛刺→校正→检验→入库。通过时效工序消除下料过程中产生的应力;通过铣基准、磨基准工序,保证基准平面与夹具定位面完全接触,定位准确可靠,从而保证铣外形工序中厚度方向的所有尺寸。由于这两道工序属于见光加工,所以在此过程中产生的微小应力引起零件的变形量不会影响加工尺寸;通过铣外形(“套材”加工)完成零件所有尺寸加工;通过去毛刺工序去除加工过程中产生的各种毛刺、飞边,保证后续加工定位精准;通过校正工序校正由于大余量加工后零件产生的变形;检验工序检验零件所有尺寸与图样要求的符合性;最后入库提交。
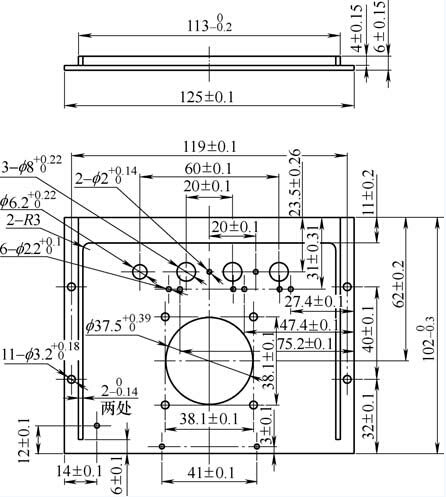
图1
(2)毛坯尺寸确定:毛坯长度
式中,H毛坯为毛坯厚度;H零件为零件总厚度。
(3)装夹方式确定:由于零件外形尺寸较小,采用组合夹具,以底面定位,压住零件边沿即可(见图2)。压板必须均匀分散在毛坯的周边,保证整个加工过程中零件底面与夹具紧密贴合。压紧位置必须在刀路边界之外,避免在加工过程中铣刀压板。
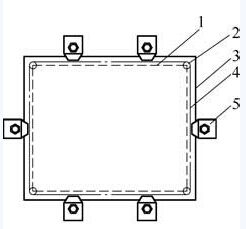
图2
1.零件轮廓 2.刀具 3.毛坯边界4.刀路边界 5.压板
(4)“套材”过程实施:
①刀具的选用。为在套材过程中减少零件变形量,在保证加工效率的前提下,尽量选用直径小的刀具。刀具越小,加工过程中的切削力就越小,产生的应力也越小。本零件加工选用φ 6mm立铣刀。②切削用量的确定。为减少切削力,按高转速、高进给和小切深的原则选用切削用量。根据加工现场机床的刚性和最高工作转速,选择转速S=4 000r/min,进给速度F=1 000mm/min,径向切深= 50%D刀具,轴向切深0.2mm。
③程序的编制。铣外形在铣加工中心上进行,利用编程软件按照零件图样建立数字模型后按“套材”法包含过程中的刀路顺序编制数控程序,编程过程中按前述选择刀具和切削用量(见图3)。
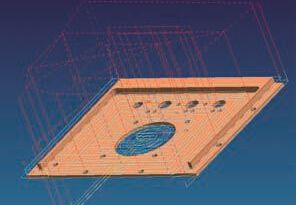
图3
(5)实施效果:通过实际加工验证,校正后的零件所有尺寸均满足图样要求。铣外形工序实际加工时间为33min,满足批生产要求。
5. 结语
“套材”法目前已经在我厂铝合金结构件批生产加工中广泛应用。不仅提高了加工效率和产品质量,而且因为是一次装夹完成所有尺寸加工,从而避免了设计基准和工艺基准不重合而引起的误差,避免因尺寸链换算而压缩公差,简化了工艺规程制定过程和零件的加工过程。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

