


【摘要】数控铣床工装夹具的设计对于其工作的效率与精确度而言都具有十分重要的影响,而随着科技的不断进步发展,也有必要对于传统的工装夹具设计内容加以改进。在这种背景下,本文首先探讨了数控铣床工装夹具的应用现状,进而分析了数控铣床工装夹具的设计内容,最后给出了数控铣床工装夹具的设计改进方向。
1 、数控铣床工装夹具的应用现状
夹具(fixture)是将一件或一件以上的工件精确的支撑、定位及夹紧后,以方便工作物的加工、切削工作,或者作为机件的装配、检验、焊接等工作的一种装置。夹具可以在大量生产的过程中,减少工时的浪费,提高生产效能,维持产品的品质,降低不良率。虽然工装夹具本身不具有切削作用,但能将工件很正确的定位于某一位置,并很牢固夹
持于该位置上,以承受刀具切削时所施之力。工装夹具会因工作性质、加工机器、工件尺寸数量的不同,而有不同的设计。更因工厂设备,技术水平及制造费用的考虑,使得同一产品的工装夹具设计可能有很大的差异。数控铣床是属于多刀刃刀具,加工时所产生切削力也较大,所以数控铣床用的工装夹具必须有较大的夹持力与强度,以抵抗较大的铣削力量。数控铣床所用的工装夹具常加以标准化,并由专业厂家制造。其主要目的是节省工具型架的制造时间。
传统用于数控铣床的工装夹具,较为常用的包含如下构件:一是螺栓夹持构件。螺栓是夹持构件的最基本元件。小的夹持力可以用手旋紧螺栓,大的夹持力则用扳手或手柄旋紧螺栓。螺栓在夹持或放松工件时必须以旋紧1/4 周为工作规范,方能符合迅速夹紧的原则。二是压板夹持法。压板是工装夹具中既简单且实用的基本元件,其加压面必须加以研磨并垫以软质材料,以防止伤害工作物表面,为使有良好的夹持力,根据杠杆原理应离工作物较近,可得较大夹持力;使用时应注意正确夹持方法,才不会使工作物产生倾倒,并可应用弹簧以方便工作物的拆卸。三是凸轮夹持法。凸轮夹持构件是利用凸轮或偏心轴的径向距离(凸出量)的改变,以杠杆原理产生径向夹持力及摩擦力以夹紧工件。凸轮虽可提供有效而迅速的夹紧方法,但被限定在一定的角度范围内才能产生自锁作用。其缺点为容易受震动而松开,故其不是一个确定的夹持工具。凸轮在夹持时有移动工件的趋势,故需先将工件抵住定位件或至于承窝内在予夹紧。工件尺寸误差较大或需要较大的夹持力时不宜使用凸轮夹持工件。凸轮面的曲线有涡旋线及偏心圆,偏心圆容易制造,但锁紧力不如涡旋凸轮。这些工装夹具都是经由专业制造人员,经多年的试验改良,其通用性很高,但对于特定需求却很难满足。本文试图改进先用的数控机床工装夹具,使其不仅适用于各种夹持方式,更能满足特定条件的施力要求,确保零件不受损伤。
2、 数控铣床工装夹具的设计内容
2.1 数控铣床工装夹具的设计原则
数控铣床工装夹具常与型架工具配合。其设计时必须考虑以下原则:工装夹具本身能正确的定位于型架上;工装夹具能正确的将工件定位,并夹紧于加工位置;工装夹具夹定工件时不可过度施力,以免损伤零件;工装夹具与零件的接触面需有保护装置,以免损伤零件;工装夹具本身需具有足够的结构强度, 以承受工件加工时所产生的作用力;工装夹具最好具有防护装置,防止工件被错误的组装或加工;工装夹具最好具有令工作者检验加工位置正确与否的功能;工装夹具最好容易更换已磨损、腐蚀或损坏的零件;易受磨耗的工装夹具零件,应使用高硬度材料,或加以适当的热处理;工装夹具本身的公差,需配合工件的精度订定;工装夹具的造价应低廉。
2.2 数控铣床工装夹具的固定方式
就固定方式而言,为了避免工件在加工过程中发生移动,必须沿作用力的方向将工件固定,该装置称为夹持构件。定位构件为在于工装夹具夹持工作物时,能使工作物均能在相同的位置,使每一工件加工完成后都能在加工公差范围之内。夹紧与定位虽然是不相同的构件,但常见合二为一的设计。夹持构件设置的位置影响工件的加工品质、工作效率及安全。夹持构件利用力学的机械利益,能以很小的施力产生很大的夹持力。一般夹持构件均不单独使用一个元件,而以数个元件合并组合应用。在加工过程中,工作物必须安装或拆卸。所以工装夹具的夹持机构的操作也必须能迅速、省时、易维修。为了达成这一目的, 鉴于当前工装夹具夹持机构已有若干种已成为标准化的零部件,设计者可直接使用成品,从而大幅节省制造时间。
2.3 数控铣床工装夹具设计的路线与工艺
对于加工路线与工艺的确定,首先需要做好的是对数控铣床所需要进行加工的零部件加以完备的分析,从而确保能够清晰的了解各种零部件所使用的材料特性及结构方面所展现出的特征。除此之外,还要关注所要加工的零部件需要达到的精度水平以及热处理等方面的技术的应用。加工过程中的定位的标准及前后工序之间的相关性也需进行明确。在工装夹具的设计过程中,机床以及所使用的刀具两大方面的技术参数也是设计的基础所在,参数的确定也最终决定了走刀的方式。是否进行一次装夹确保一次成型能够直接影响对工件进行安装的工作频数,这也影响着作业的时间。
2.4 数控铣床工装夹具设计的对刀
一是对于工装夹具设计中的对刀点确定。在一般化的设计过程中,计算方式的简单化是当前较为倡导的,而这就要求对刀点的确定必须能够较为便捷的与零件定位标准加以换算,从而一方面使得找正工作简单易行, 另一方面也有利于在后期加工过程中加以准确检查,最终带来误差的减少。因此,对刀点一般来说就是零件的定位标准点。二是对于刀具的选择加以明确。在数控机床工装夹具的设计过程中,必须确保能够根据夹具、零件所处的铣床台面位置来考虑刀具方面的配置,并进而结合刀具自身的长度及加工特色来确定刀具的具体类型,并将其安置于铣床工作台面的合适位置处。这种设计的目的是在于防止在加工过程中出现撞刀等问题。另外,针对铣床的切削量的大小也需要加以重视, 这应当根据加工的粗细程度来进行具体的确定。如果是属于粗加工,则应当增加切削量,从而确保生产效率的提升,如果属于精加工,则应当以工装夹具所具有的精度方面的问题为设计过程的主要考虑因素。
3 、数控铣床工装夹具的设计改进
3.1 工装夹具设计采用一次装夹多个工件
数控铣床以压缩空气为动力,松开、夹紧刀具,方便手动换刀,而加工中心则能实现自动换刀。加工时换刀能实现依次加工多种表面,但每次换刀耗时较多,特别是自动换刀有时会出现故障(加工中心的故障大部分出在自动换刀系统)。因此,在满足加工要求的前提下,减少换刀次数能节省辅助时间,可提高数控机床的工作可靠性。本文通过合理的工装夹具设计(如采用一次装夹多个工件),适当地调整工艺能最大限度地减少换刀次数。现根据工件外形尺寸和机床行程,工装夹具设计成每次装夹8 个工件,如图1 所示,其工艺过程为:换孔a 扩孔刀,依次扩工件1~工件8 的孔a軆 换孔b 扩孔刀,依次扩工件1~工件8 的孔b軋 换孔a 铰刀,依次铰工件1~工件8 的孔a軆 换孔b 铰刀,依次铰工件1~工件8 的孔b。由加工工艺看出,加工8 个工件,只要换刀4次,可大大节省辅助时间(机床工作台移动时间相对换刀时间极少)。
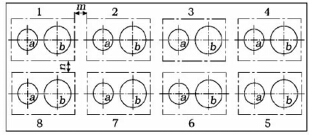
图1 每次装夹8 个工件
一是合理布置工件。根据工件外形尺寸、机床工作台尺寸、机床行程及生产批量来确定每次装夹的工件数量和布置方式。各工件之间距离应合适,如图1 中取合适的工件距离m 和n,以便装卸工件和清除切屑。另外,安装后工件敞开性要好,以便实现工序集中加工。二是各定位元件组之间距离应精确。定位元件之间的距离如图2所示.图2 中,工装夹具采用一面两销定位,每组定位元件中的圆柱销与菱形销之间的距离x1和y1根据工件尺寸确定。各组定位元件之间的距离,如两圆柱销之间的距离x2和y2应精确,以保证机床运动部件(如刀具)按程序移动后,相对各工件有精确的位置。
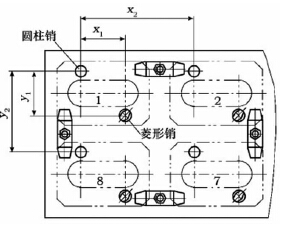
图2 定位元件之间的距离
三是合理的夹紧方式。夹紧元件尽可能简单,以便刀具运动有更多的安全空间。尽量考虑联动夹紧,实现同时夹紧多个工件,以便减少夹紧元件。如图2 所示,每个压板同时夹紧2 个工件。由于数控铣床多采用工序集中的加工方式,粗、精加工有时难以明显分开,故夹紧力偏大。这样易在工件表面留下压板的压痕。简单有效的解决方法是在压板上与工件接触的部位焊上一层铜。
四是立式数控铣床所用工装夹具设计。立式数控铣床加工时,切屑易落在工件与工装夹具上。设计工装夹具时,要特别考虑排屑,这对于工序集中、连续加工的加工中心尤为重要。合理的排屑应使切屑不影响刀具切削的自动进行; 使切屑不易落在工装夹具的定位元件上,以保证定位精度;使切削液便于冲刷、带走切屑;使压缩空气便于吹除切屑。
4 、小结
数控铣床进行机械性加工时,以外力的作用使材料产生永久性的塑性变形(弯曲、成行及抽拉)或是产生破坏性的变形(冲切),因此其外力的作用均必须足够达到材料的塑性范围(降伏点之剪应力),才足以使零件成形(冲切)。夹紧结构必须沿作用力的方向来固定工作,也即须将工件稳固的夹持于定位面或支持面上。因此,为改进设计数控铣床件工装夹具,还需注意的几个原则:夹定点应位于工件的强固部位,避免工件扭曲变形;夹紧的力量应通过工件到达一个固定的支持点;有适当且均匀的夹紧力,不可使工作物变形,或留有伤痕。数控铣床件为光制表面时更是如此;估计工装夹具所需夹持力时,应考量数控铣床件塑性变形后的回弹; 实际的夹持力可能会大于估计的夹持力,在设计时最好将夹具所施最大应力一并考量;夹具要容易操作、定位及松开,且避免妨碍到工件的定位和拆卸;夹具要能松开到足以清理工件的程度; 尽可能使操作部位位于工装夹具前方或操作者的旁边。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

