


摘 要:本文详细介绍了平面任意直线等距排列孔系在FANUC数控铣床上利用宏程序加工的方法,体现了宏程序编写的过程,给出了两种宏程序加工方法,并对每种宏程序都做了详细的介绍。
关键词:FANUC数控铣床;直线孔系;宏程序
0 引言
在数控铣床的生产加工中经常会遇到直线孔系的加工,当孔系排列的方向与X轴或Y轴平行时,因不牵涉孔位置的复杂计算,加工者一般都会采用调用子程序的办法进行加工,当孔系的排列位置改变时就需要调整相应的主程序和子程序,做起来相当麻烦。特别是当孔系的排列方向与X轴Y轴都不平行时,因为每一个孔的位置都需要经过计算才能得出,所以采用简单的调用子程序已经不能完成工件的加工。经过多年的实践,探索出在FANUC数控铣床上用宏程序编程加工直线孔系的方法,在实际生产加工的过程中既提高了生产效率又保障了加工质量。
1 、零件分析
如图1所示零件,零件材料为45#钢,外形尺寸为120mm×120mm×12mm。
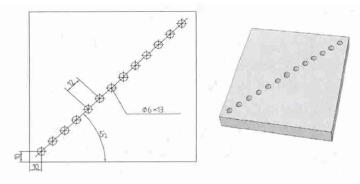
图1 零件图
图1零件图上,在与底边成45º夹角的直线上等距分布着13个φ6的通孔,其孔间距为12mm。在数控铣床的加工中经常会遇到该类型的零件,根据零件的不同,孔的间距和孔的排列方向也会有所不同,但是其共同的特征如下:
1)零件图中所有的孔按照直线排列。
2)零件图中所有的孔间距相等。
3)第一个孔的位置已确定。
4)孔排列的直线与某轴线的夹角已知。
2 、程序编制
宏程序的编制要考虑其通用性,一般来说一个宏程序应对应一种类型零件的加工,当零件的某些要素改变时,只需要重新给某些变量赋值即可,这就体现了宏程序的灵活性和适应性。针对直线孔系的加工,在编制宏程序时应该考虑孔系排列的角度、孔的间距和孔的数量三个要素(如图2所示)。第一个孔的位置(X、Y的绝对值)在主程序中指定,并在主程序中加工。工件编程原点设置在工件左下角的上面。把孔的数量赋给字母A(变量赋值#1),把孔间距赋给字母B(变量赋值#2),把孔排列直线的角度赋给C(变量赋值#3)。
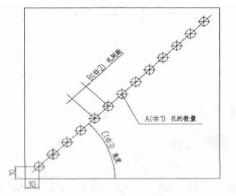
图2 直线孔系的变量数据
O0012;(主程序)
N0010 G21; 公制模式
N0020 G90 G00 G54 X10 Y10 S800 M03;
主轴正转 快速定位
N0030 G43 Z25 H01 M08; 刀具长度偏置
N0040 G99 G81 R2.5 Z-15 F150; 加工第一个孔
N0050 G65 P8201 A13 B12 C45; 赋值并调用
宏程序
N0060 G90 G80 Z25 M09; 刀具退回到工件上
方
N0070 G28 Z25 M05; 返回机床零点
N0080 M02; 程序结束
O8201;(宏程序)
N0010 #1=#1-1; 计数孔的个数
N0020 #4=#2*COS[#3]; 计算X轴增量
N0030 #5=#2*SIN[#3]; 计算Y轴增量
N0040 G91 G00 X#4 Y#5 L#1; 快速定位到下
一个孔的位置
N0050 G90 G99 G81 R2.5 Z-15 F150; 加工孔
N0060 IF[#1GT1] GOTO10; 判断是否完成孔
加工的数量
N0070 M99; 宏程序结束
3 、程序优化
根据上面的程序,只要根据不同的零件要求,调整A、B、C三个变量就可以加工平面上按任意角度均匀排列的直线孔系。但是在上述程序中,第1个孔的加工是在主程序中完成的,从第2个孔以后的孔是在宏程序中完成的,孔加工指令G99 G81 R2.5 Z-15 F150在主程序和宏程序中分别出现,如果将来对孔的加工深度值有所调整,需要分别在主程序和宏程序中进行修正,给操作者带来一定麻烦。该程序可以进行一定的优化,将孔的加工完全放到宏程序中进行,主程序只是定位、调用赋值即可,其优化后的程序如下:
O0012;(主程序)
N0010 G21; 公制模式
N0020 G90 G00 G54 X10 Y10 S800 M03;
主轴正转 快速定位
N0030 G43 Z25 H01 M08; 刀具长度偏置
N0040 G65 P8201 A13 B12 C45; 赋值并调用
宏程序
N0050 G90 G80 Z25 M09; 刀具退回到工件上
方
N0060 G28 Z25 M05; 返回机床零点
N0070 M02; 程序结束
O8201;(宏程序)
N0010 G90 G99 G81 R2.5 Z-15 F150; 加工孔
N0020 #1=#1-1; 计数孔的个数
N0030 #4=#2*COS[#3]; 计算X轴增量
N0040 #5=#2*SIN[#3]; 计算Y轴增量
N0050 G91 G00 X#4 Y#5; 快速定位到下一个
孔的位置
N0060 IF[#1GT0] GOTO10; 判断是否完成
孔加工的数量
N0070 M99; 宏程序结束
4 、结束语
优化后的程序显得更加简洁,其灵活性也大大提高。对于该类型零件的加工,只需要在主程序中确定第一个孔的位置,再通过宏程序调用指令G65将孔的数量、间距以及角度传递给宏程序的变量即可。该程序适用于平面的任意直线等距孔系的加工,当零件图样改变时,只要知道A、B、C三个要素,以及第一个孔的位置就可以轻松的完成零件的加工,程序修改工作量小。宏程序编程灵活性较好、适应性强,特别是对规律出现的零件要素的加工,容易固化程序,提高生产效率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

