


基于UG的车铣复合加工中心模板配置研究与开发
2016-10-17 来源:山西机电职业技术学 作者:马海杰1,李粉霞2,杨兴隆3
摘要:以双通道双主轴九轴五联动车铣复合加工中心为例,针对其在应用UG NX软件进行CAM自动编程过程中,加工方法创建时的重复操作问题,重点对该机床加工模板的配置进行了研究和开发。该研究成果对同类机床的自动编程模板设置提供了思路,并为该机床的后续CAM配置和系统变量设置奠定了基础。
关键词:车铣复合加工中心;数控编程;加工模板;后处理
引言
随着现代制造技术发展的日新月异,普通数控机床的加工已经远远不能满足现代高精度产品发展的需要,数控加工技术正向着制造精密化、工艺复合化、控制多轴化的趋势发展,对数控机床的发展提出日益严格的要求,多轴车铣复合加工中心的出现大大提高了数控加工的效率和制造自动化的水平,但传统的数字化制造工艺和编程技术已经很难适应车铣复合化加工的要求。本文以双通道双主轴车铣合加工中心为例,通过对UGNX软件的后置程序的二次开发,实现自动编程加工后处理设置加工模板的一体化。这样不仅节省数控程序编制时间,减少数控程序的错误,而且在提高数控程序的编制效率和程序质量的同时,提高产品的生产效率和产品质量[1]。
1.加工模板配置过程研究
1.1关键概念介绍
车铣复合机床不仅能够实现基本车削加工,同时也可以在一次装夹中实现多坐标铣削加工的复合机床,但车铣复合加工并不是车削和铣削的简单复合,而是有机的组合应用,特别是配备多主轴、多刀塔的车铣复合加工机床,显著地提高了生产效率和自动化水平。但如何提高车铣复合加工的应用水平,特别是多坐标轴、多主轴、多刀塔的复杂车铣加工的数控程序编制,对保证生产效率至关重要[2]。UG NX是CAD/CAM软件的典型代表,在数控自动编程过程中发挥着引领作用,特别是对于复杂曲面类零件、多轴加工工件以及车铣复合件的自动编程显得尤其重要。通道称为控制单元,分为单通道和双通道、多通道。目前最常见的是双通道:指同一时间内数控系统可以同时在不同的通道运行NC程序,又比如双头数控车床,可以同时运行不同的程序进行加工、补偿。相当于两台数控车床用一台数控系统控制,这个系统就是双通道系统。单通道只能运行一个数控加工程序[3|。
1.2问题的引出
在车铣复合加工过程中,特别对于双通道双主轴车铣复合的加工,每实现一次加工,都需要分别在车、铣自动加工模块下对每一个造型重复建立坐标系、程序名等设置,给自动编程加工带来了许多繁琐的工作。如下页图1所示,几何视图有两个主坐标系main—spindle和couter—spinle,是为了确定该组下的程序是加工主主轴和副主轴上的零件;每一个主坐标系下又分别有三个子坐标系pos b、jenaral、万方turning-workpiece。其中,分支POS—B属于旋转子坐标系,该分组下的程序是定向铣程序;分支GER—NAL属于非旋转一般坐标系,该分组下的程序是端面铣或变轴铣程序;分支TURNNING—WORK—PIECE属于车加工坐标系。
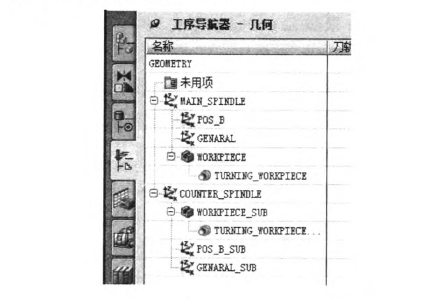
图1 车铣复合中心坐标构建图
图2程序视图下有四个程序组spindle、turret、sub—spindle、sub—turret,这四个程序组分别代表一通道、二通道、一通道子程序、二通道子程序。
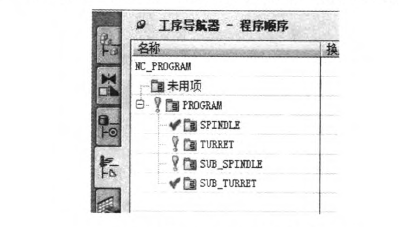
图2 车铣复合中心程序创建图
由图1,图2可知,我们在每一个造型结束进人加工后都需要重复建立这么多坐标系和程序组才能充分发挥车铣中心的双主轴双通道功能。我们对UG处理设置,将所有常见的车、铣加工集成于一个工序类型中如图3所示,点击其中一种操作类型,进入相应的后续设置,这样就会使加工设置变得既简单又方便,基于以上需求,在对淮海工业集团双通道双主轴九轴五联动的车铣复合机床进行CAM后处理配置过程中我们进行了这一方面的探索研究。
1.3模板的创建步骤
在此我们以NX8.5为例,创建过程分别新建一个模板文件、对模板文件内容进行一体化设置、进行模板的公英制设置、对坐标系和程序组进行重新设置。

1)建立一个cxfhjg(车铣复合加工)的模板文件。进入目录D:\Program Files\Siemens\NX8.5\MACH\resource\configuration,复制其中一个dat文件,更名为cxfhjg。并用记事本打开后,用当前模板文件名将原模板文件名覆盖,仅修改第一行内容即可。如图4所示。
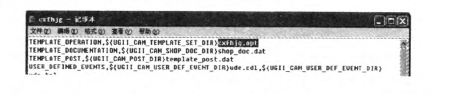
图4 定义模板文件
2)进行模板内容设置。进入目录MACH\re—source\template—set文件夹,复制一个opt文件,更名为cxfhjg。新建文件内容为:
${UGII CAM TEMPLATE PART ENG—LISH—DIR}cxfhj g.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR)mill planar.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}mill contour.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}mill multi—axis.prt
$f UGII CAM TEMPLATE PART ENG—LISH DIR)mill multi blade.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}drill.prt
${UGII CAM TEMPLATE PART ENG—LISH—DIR}ho}e—making.prt
${UGII CAM TEMPLATE PART ENG—I。ISH—DIR)turning.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}wire edm.Drt
${UGII CAM TEMPLATE PART ENG—LISH—DIR)probing.prt
${UGII CAM TEMPLATE PART ENG—I。ISH DIR)solid t001.prt
${UGII CAM TEMPLATE PART ENG—LISH—DIR)machining—knowledge.prt
##
${UGII CAM TEMPLATE PART MET—RIC—DIR}cxfhjg.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}mill—planar.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}mill—contour.prt
${UGII CAM TEMPLATE PART MET—RIC DIR}mill multi—axis.Drt
${UGII CAM TEMPLATE PART MET—RIC DIR}mill multi blade.Drt
${UGII CAM TEMPLATE PART MET—RIC DIR)drill.prt
$f UGII CAM TEMPLATE PART MET—RIC—DIR)hole—making.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}turning.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}wire—edm.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}probing.prt
${UGII CAM TEMPLATE PART MET—RIC DIR)s01id t001.Drt
${UGII CAM TEMPLATE PART MET—RIC—DIR}machining—knowledge.prt
## The following is for pre release testingonly
##${UGII CAM TEMPLATE PARTENGLISH DIR}cam test new.Drt
##${UGII—CAM—TEMPLATE—PART—METRIC—DIR)cam—te吼一new.prt
以上内容是将UG中几乎所有的加工方式全部进行了加载,也就是进行了车、铣、钻、多轴加工等的一体化模板内容集合。
3)进行模板公、英制设置。分别进入目录re—source\template—part\english和resource\tem—plate—part\metric文件夹中,分别复制其中一个prt文件,更名为cxfhjg。注意如果无法复制,将文件属性中的只读和存档去掉即可。
4)重建坐标系和程序组。启动UG8.5,打开新建文件,删除所有坐标系和程序组,重新建立图1、2的各种坐标系、程序组,并在程序视图下建立各种常用的车、铣加工(分别选用不同的刀具),注意不要重复,可以没有任何刀轨后保存文件。重新启动,新建一个造型,进入加工环境,可以看到我们为该机床量身打造的加工环境画面,如图所示。点击“确定”就可以进行后续加工方法的劫数设置‘5|。

各程序组之间的隶属关系进行介绍,重点通过对其加工模板的车、铣复合一体化设置,提高编程效率,减少出错机率,对类似机床的模板设置提供思路,并为该机床的后续CAM配置和系统变量设置奠定了基础。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

