


摘要: 设计针对渐开线“S”形凸轮加工的专用铣床。建立了凸轮铣削加工刀具中心的数学模型,提出了渐开线“S”形凸轮专用铣床总体结构设计方案,对机床关键部件夹具主轴箱进行设计,设计出专用机床的液压系统,并选择了合适的数控系统以及对凸轮轮廓表面加工进行编程流程设计。
关键词:“S”形凸轮; 专用铣床; 夹具主轴箱
渐开线“S”形凸轮被广泛应用于汽车制动器中,其轮廓的精加工效率及精度直接决定了汽车制动器的性能。“S”形凸轮待加工面为渐开线曲面,目前市场上主要有4 种加工方法: 拉削加工、仿形车削加工、仿形铣削加工和数控铣削加工。根据多家专业生产汽车制动器厂家对“S”形凸轮高效、高精度、高刚度的生产需求,同时对这几种加工方法进行性能分析,最终确定了该机床研制的立足点就是数控铣削加工,并结合专用机床加工柔性化设计理念,设计出了针对渐开线“S”形凸轮加工的专用铣床。该机床配置经济型数控系统,加工效率和柔性较高、结构简单、易于制造,而且能够保证精度,加工质量一致性好,加工成本低,机床操作简单。
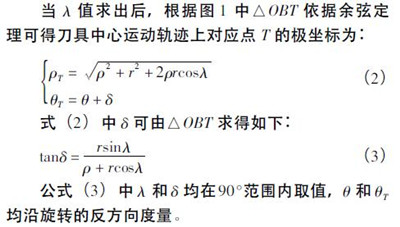
1 、建立铣削刀具中心的数学模型
在“S”形凸轮铣削加工过程中,“S”形凸轮将做匀速旋转,铣刀会随着凸轮旋转角度的变化而进行调整,并沿着凸轮轮廓做水平移动,以加工满足要求的凸轮轮廓曲面[1]。如图1 所示。根据刀具中心的运动轨迹,就可以建立刀具中心极坐标值的数学模型。其过程如下:
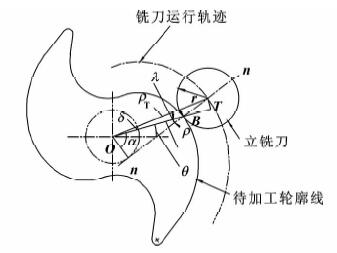
图1 加工凸轮与刀具的运动轨迹
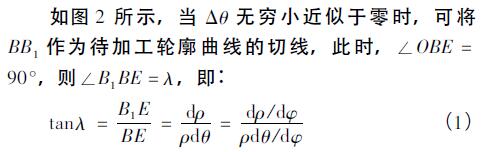
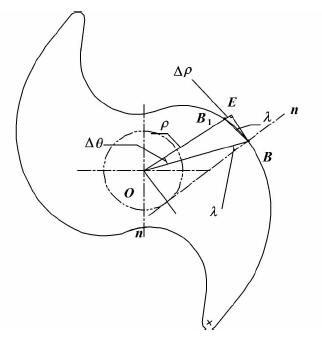
图2 凸轮轮廓与刀具中心运行轨迹结构
根据建立的“S”形凸轮铣削加工刀具中心的数学模型,可准确计算出刀具中心运动轨迹上选取点的极坐标值,根据选取的单个点极坐标值,编制符合要求的数控程序代码,以此控制凸轮轴体的旋转路径和刀具的加工路径。并根据其数学模型推算出的运动路径,合理设计机床总体结构方案,最终加工出符合尺寸要求和精度要求的渐开线“S”形凸轮轮廓面。
2 、机床总体结构方案
该机床采用卧式结构布局,如图3 所示。
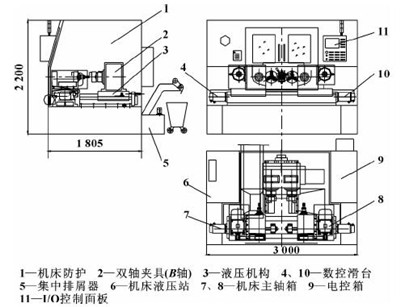
图3 机床整体结构示意图
该机床主要由机床底座,X、Y 向数控滑台,铣削主轴箱,送料工作台,夹具主轴箱,数控系统,液压系统,电气系统,冷却系统,润滑系统,整体防护等部分组成。机床配置两个铣削头,配置RS232 接口,可支持MasterCAM、UG 等CAD/CAM 类软件转换的程序代码输入机床。
该机床配置专用定位机构,完成“S”形凸轮轴定位,如图4 所示,一次装卡,可同时加工两个工件,其工件定位方式为: 凸轮轴外圆柱面及“S”形外轮廓面装卡内侧上下两点。操作过程为: 手动将渐开线“S”形凸轮轴装入辅助定位装置( 核心部件为楔式三爪动力卡盘[2]) 上,通过操作定位驱动机构4中的齿轮带动齿条移动,以此带动角向定位机构3、5 移动,从而实现对渐开线“S”形凸轮轴角向定位,此时动力卡盘卡紧,完成工件的装卡,通过操纵手柄回位,角向定位机构退回,此时方可按“循环起动”按钮开始加工工件。
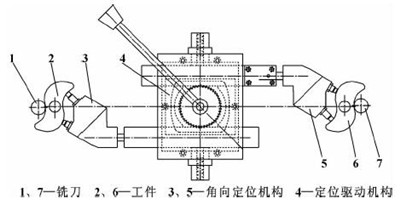
图4 工件角向定位机构结构示意图
机床工作过程: 工件定位装夹→送料工作台快进、缓进、碰停→左右数控滑台与夹具主轴联动加工试件→左右数控滑台退回→送料工作台快退、缓退、碰停→松开卡盘→顶料缸顶出工件,然后靠弹簧复位→卸料→进入下一循环。
3 、关键部件设计
加工“S”形凸轮专用机床最核心、最关键的部件设计为夹具主轴箱,它直接影响着机床的使用性能。夹具主轴箱结构如图5 所示,该夹具主轴箱传动比较大,因此,采用双蜗杆蜗轮副的传动结构; 主轴的头部安装有旋转夹紧油缸,驱动楔式三爪液压动力卡盘夹紧工件; 主轴中央安装有辅助定位及顶出工件机构,其原理是在主轴尾部装有单作用油缸和复位弹簧,起到辅助定位和顶出工件作用; 在主轴箱的前部安装有手动工件角向定位装置,其作用是确定工件在主轴上的正确位置。在设计过程中,充分考虑了两个主轴孔的位置精度和形状误差、支承刚性。
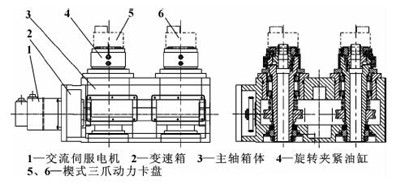
图5 夹具主轴箱的结构图
4 、液压系统设计
机床液压系统主要采用符合ISO 标准的叠加阀,完成工件的夹紧、松开,顶料缸的顶料、复位,夹具移动缸的快进、缓进、快退、缓退。其机床液压原理图如图6 所示。
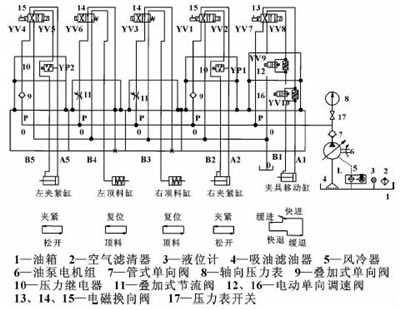
图6 机床液压原理图
根据液压原理图,对液压系统回路分析如下:
( 1) 左右卡盘夹紧松开回路。卡盘的执行元件是一个液压缸,控制油路则由一个两位四通电磁换向阀和一个叠加式单向阀组成。
( 2) 左右顶料缸回路。执行元件为单作用液压缸,复位靠弹簧力,控制油路由一个两位四通电磁换向阀和一个叠加式节流阀组成。节流阀的作用是调节工件被顶出的速度。
( 3) 送料工作台( 夹具移动缸) 回路。执行元件是一个液压缸,控制油路则由一个两位四通电磁换向阀和两个电动单向调速阀组成。调速阀的作用是改变工作台的移动速度,避免冲击。
5 、数控系统选择及编程设计
按照数控系统的选择原则,选定FANUC 0i-MC系统作为“S”凸轮专用铣床的数控系统[3]。该系统的CNC 单元为大板结构,基本配置有主电路板( PCB) 、存储器板、I /O 板、伺服轴控制板和电源模板。该机床的加工程序编制完全模拟凸轮的工作过程,根据凸轮的升程数据进行编程[4]。其编程流程图如图7 所示。
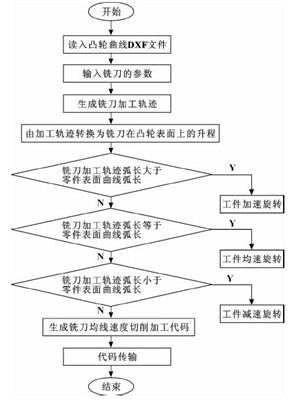
图7 编程流程图
6 、结束语
( 1) 为该机床制定的双轴加工方案,提高了凸轮轮廓曲面的加工效率;
( 2) 机床采用三爪液压动力卡盘,通过自镗卡爪孔,保证机床的夹持精度。配置了专用夹具,操作简便,一次装卡,同时完成两工件的加工,加大生产节拍。
( 3) 该机床经用户验收使用,生产效率显著提高,同批次工件质量稳定性好,精度控制在技术要求范围内,且产品成本降低。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

