


摘要:利用自磨刀具,在普通铣床上加工特殊结构的牙嵌式离合器。给出自制刀具刃磨角度及相关工艺。
关键词:牙嵌式离合器刻刀特殊铣削
牙嵌式离合器常见齿形有矩形、梯形、尖齿形和锯齿形等。通常使用三面刃铣刀、立铣刀或角度铣刀在铣床上进行加工。但有些牙嵌离合器带有零部件,在铣床上利用传统方法很难完成。为此,尝试自制刻刀在普通铣床上对特殊结构的牙嵌式离合器进行加工。牙嵌式离合器零件见图1。
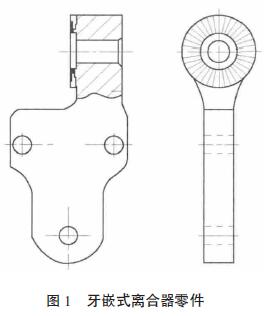
普通牙嵌式离合器的铣削,其难易程度的大小,主要由离合器内圈直径的大小决定。特别是偶数矩形齿离合器,如内圈直径过小,由于退刀距离短,铣刀直径受到限制,给铣削加工带来很大困难。图1所示牙嵌式离合器内圈直径仅10mm,靠近齿部的凸台也限制了普通盘形铣刀的通过。因此,用普通盘形角度铣刀无法进行加工。若要在铣床上进行加工,只有磨制特殊铣刀。
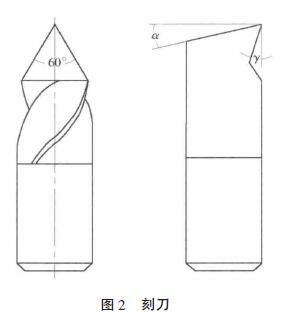
(1)改磨铣刀。利用旧的普通键槽铣刀或立铣刀,刃磨成刻刀(图2)。加工有色金属材料时,前角γ 和后角α 应取较大值(γ=15°~30°,α=10°~20°),以保证刻刀的锋利;加工碳钢等塑性材料时,前角γ 和后角α 的取值应适当小一些(γ=8°~15°,α=5°~10°);加工铸铁等脆性材料时,前角γ 和后角α 的取值应更小些,以避免刻刀刃口崩裂。刻刀刀尖角(图2 中刀尖角60°),应根据工件齿槽角的大小而定,但刃磨时要确保两刀尖半角对称,即两个30°的刀尖半角应对称于通过刀尖的中心平面,否则,刻出的齿槽容易产生歪斜。另外,刻刀刀尖应进行精心修磨,以形成R=1mm 左右的刀尖圆弧,防止刀尖崩裂。
(2)刻刀装夹。用弹簧夹头将刻刀夹紧在X5032 立式铣床主轴上。转动铣床主轴,调整刻刀位置,使刻刀前刀面与铣床工作台的纵向运动方向垂直(若不垂直,刻出的齿槽容易歪斜),并将铣床主轴制动开关接通,保持刻刀位置固定不动。如果铣床没有主轴制动装置或主轴制动装置失灵,则应将主轴转速调至最低,以增大转矩,最大限度地防止刻刀扭动。
(3)装夹工件。将工件夹紧在校正好的万能分度头的三爪卡盘上,并扳转万能分度头,使其主轴轴线与铣床工作台面成85° 40′ 的倾斜角,按n=40/Z 进行分度计算和调整。
(4)刻刀对中心。采用划线法或试刻法调整刻刀位置,调整横向工作台使刻刀刀尖通过离合器在工作台横向方向的中心,并紧固横向工作台,摇动纵向工作台控制进给方向。
(5)调整刻铣深度。采用试刻的方法确定刻铣深度,保证离合器外圈齿顶宽度0.15mm,以便于两牙嵌离合器顺利嵌合。若齿顶过尖,将影响两离合器嵌合时的接触面积,甚至不能顺利嵌合。如果离合器齿槽较深时,应分层刻铣,直至达到规定要求。
(6)分度铣削。经试铣调整好刻铣深度后,就可利用万能分度头进行顺序等分,摇动纵向工作台依次刻铣出离合器的所有齿。注意,应采用手动均匀进给,且进给方向应从离合器内圈开始切入,从离合器外圈切出,以避免刻刀与工件上的凸台发生碰撞,保证刻铣顺利进行。
自磨刀具刻制牙嵌式离合器的方法,不仅适用于加工特殊结构的尖齿形离合器,也同样适用于加工特殊结构的其他齿形离合器。对带有不同齿形离合器的注塑模、橡胶模等小型模具的铣削加工也非常适用。既可解决铣削加工难题,又能显著降低加工成本。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

