


镗铣床数控设备系统改造过程中遇到的问题及解决措施
2017-2-10 来源:广东省高级技工学校 作者:薛秋浩
摘 要 数控镗铣床的数控设备系统的改造,有利于提高老旧设备的加工精度,降低设备的故障率和维修困难等弊端。本文主要对数控镗铣床WOTAN rapid2进行改造,以及在改造中遇到的问题提出相应的措施。结果表明改造后的镗铣床数控设备系统可以有效地提升企业的生产效率。
关键词 镗铣床;数控设备系统改造;数控设备系统
一、镗铣床数控设备系统原状
WOTAN rapid2 数控落地镗铣床是1993 年德国生产的,经过二十多年的使用磨损,机械精度严重丧失(如图1)。原数控系统是西门子880 系统,进入老化故障多发阶段,因西门子系统换代出现备件购买困难,必须进行机械大修和数控系统改造来恢复机床的机械精度和控制精度机床存在主要问题如下:该设备W 轴运动时爬行严重,目前该轴已经不能继续使用。机床立柱前倾,疑为W 轴气浮板损坏所致,其他轴工作正常。机床在W 轴不参与运动的情况下,可以正常加工,但工件精度因W 前倾而降低。系统采用已淘汰多年的西门子880M 系统,系统故障后,无配件可换。液压和润滑系统老化,很多油路不通,关键传动位置得不到润滑。
图1 数控镗铣床外观
二、镗铣床数控设备系统改造方案
(一)电气部分的改造方案
1 系统选型
采用西门子公司的SINUMERIK 840D 数控系统对原机床数控系统进行改造升级。SINUMERIK 840D 的软硬件配置应满足原机床的控制功能:X、Y、Z、B 五轴联动,OP010 机床操作单元,10.4 寸彩色TFT 显示器,19 寸机床控制面板,PCU50,NCU571.5,40G硬盘,零件程序内存为 3MB(如图2)。
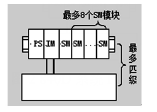
图2 840D系统PLC连接图
2 驱动单元
采用西门子611D 全数字交流驱动装置,1FK7 交流伺服电机代替原机床直流伺服电机,对伺服系统进行改造升级;主轴保留原直流主轴电机,采用西门子 6RA70 主轴直流驱动对主轴系统进行改造升级。
(二)机械部分改造方案
机械部分的改造也是一项十分重要的改造内容;设施改造以后整个机床设备能够顺利地得以运行,加工精度能够得到进一步的保证。需要对机床的导轨、主轴、刀具、工作台等部分进行详细的方案论证和方案设计;
(三)润滑和液压系统改造方案
润滑系统的改造方案如下:首先是对原来的导轨润滑管路进行清洗、修理,采用南京贝奇尔集中式定时定量泵改造机床元润滑泵;其次是改造液压箱容积为120 升,清洗液压控制元件及各管路系统的液压控制件;再次是更换老化的管路、高压胶管及接头。
针对液压系统的改造方案如下:
1. 更换电磁阀;
2. 增加单独的油冷温控器;
3. 更换气动部分失效的管路;
4. 修复各轴防护罩,更换各轴刮刷器;
5. 清洗检修机床的液压系统、气动系统、润滑系统,更换老化的油管、油封、及损坏的电磁阀;
6. 检修旋转工作台传动链,更换旋转工作台轴承;
7. 清洗、检修机床的液压系统、润滑系统、更换老化的油管、油封、及损坏的电磁阀。检修冷却系统;
8. 机械部件组装、调整各运动轴之间的位置精度,达到出厂标准;
9. 检修气动系统,更换损坏的元器件(包括导轨气浮机构);
10. 清洗疏通、检修机床润滑油路,保证所有润滑点均能润滑;
11. 机床喷漆翻新。
根据机床修理改造后主要用于加工使用要求,及机床的结构特点,为了保证机床在经过修理改造后能够拥有足够的加工能力和精度保障,机床的大修在保定的修理基地进行,对机床的机械部分进行大修,将机床进行分解、检查零部件是否因镗损需要修理、和换件。
三、镗铣床数控设备系统改造过程中遇到的问题及解决措施
(一)伺服电机速度不稳
在电气部分的改造当中,遇到主要的问题就是伺服电机控制速度不稳定。为解决伺服电机速度不稳定的问题,从伺服控制参数的调整、反馈单元的检测和数控指令的给定三个方面进行了分析研究。最终通过仔细的检修调试,排除了系统本身指令输出,找到造成伺服电机速度不稳定的原因是伺服驱动器的控制参数不合适,结合仿真的的最优波形,最终确立了伺服驱动单元控制的参数,解决了伺服电机速度不稳定问题。接下来,叙述伺服驱动单元参数调整确定的过程。
一个数控伺服系统的参数一般包括机床通用参数、轴相关参数和驱动参数三大部分。一个伺服控制系统性能的优劣需要这些不同功能的参数共同作用,配合默契才能达到最优的控制结果,为得到稳定的伺服电机速度控制性能,按照实际机床设备的特性和仿真的最优波形对数控系统的系统参数、轴相关参数和伺服驱动器参数进行从新调整分析,最终得到对伺服电机速度稳定控制的最佳性能,是参数调整的最终目的。参数值的调整优化是一种为使整个系统达到最佳工作状态时,实际负载、驱动单元以及伺服电机工作时的最佳配合状态。
(二)工作台抖动
在对镗铣床机械部分的安装调试过程中,遇到最大的问题就是工作台前后和左右方向上运行的抖动。在排除了电气部分的故障后,首先,对整个工作台运动部分进行分析。一吨重的工作台靠气浮导轨减小台面与底座的摩擦,使用滚珠丝杠作为传动机构。在对工作台运动部分的检修过程中,首先解决丝杠的传动问题,对丝杠的螺距进行了精确的检测,发现传动部分没有故障,在对工作台气浮部分的检修过程中,发现在工作台运动过程中,有部分导轨与底座导轨有接触摩擦。气浮导轨运动过程中不能完全气体隔层,导致导轨运动时受到的摩擦力不均匀是导致,工作台运动过程中抖动的最终原因。
围绕解决导轨运动受阻力不均的问题,首先,对整个气压系统的压力进行了检测,检查了每一个关键节点的压力值和空气压缩机的运行状态,发现压力系统工作正常,最后,在对导轨上气体压力进行检测时,发现整条气浮导轨的压力值不均。所以,确定工作台运动过程中,抖动的原因是气浮导轨上压力不均,导致工作台气浮导轨向上浮起的升力不足,使工作台导轨与底座导轨不能完全脱离,运动时产生不均匀的摩擦力。为解决气浮导轨压力不均的问题,采取对每个气体管道进行疏通,检修由气源到气浮出口装置之间的系统元件;对失效件予以更换。气浮嘴部的清理,对气浮嘴部逐一分解清理与清洗,对损坏的气浮嘴进行更换,轴传动机构修理调整更换空气滤芯和疏通每个气浮导轨气眼的方法,解决了气浮压力不均,最终解决了工作台运动时抖动的问题。
(三)静压主轴运行不
在主轴运行试验中,当主轴在高速状态运转时,运行不稳定。为解决静压主轴运行不稳定的问题,首先对静压主轴的工作原理进行了分析,主轴旋转时的支撑点是靠均匀分布在主轴周围的液压系统。所以,首先对主轴周围的液压进行压力检测。压力检测表明,在低速和中速运行时,主轴周围的液压压力稳定且均匀。但是在主轴在高速旋转时,主轴周围的压力检测显示不均匀。这是导致静压主轴系统工作不稳定的原因。为解决这一问题,采取更换所有跟主轴静压系统相关的密封件,对所有参与静压系统工作的电磁阀的动作以及电磁阀进行疏通。最终,解决了静压主轴高速运行时不稳定的问题。
四、镗床数控设备系统改造后的效果
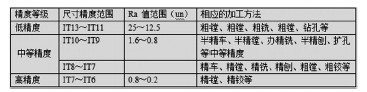
由于零件精度的等级以及相应的加工方法,代表着一个设备的加工精度与效率,有着严格的标准和加工要求。首先得到低精度、中等精度、高精度和特别精密精度的加工方法总结如下表1 所示:
表1 零件精度等级及其相应的加工方法
通过对数控设备系统的改造,使设备不仅在加工精度方面都有了较大的提高,而且大大提高了设备的智能化水平,节约了人力成,提高了生产效率。减少了加工工件道工序次数。改造后的设备,镗铣床的故障率大大下降,停机次数大大减少,维修难度大大降低,从根上解决了设备生产能力低下的问题。新的智能系统和应用软件的应用,编程变得更加简单,加工复杂零件的功能大大提高,工序大大减少,提升了设备加工复杂工件的能力。为提升设备的生产效率做出了重要贡献。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

