


摘要: 在钢结构制造生产这一块, 柱子的制作安装最为重要, 可以说影响到整个钢架的安装质量, 因其为主要承力结构, 所以柱子的安装必须满足严格的精度要求, 因此柱子的端面加工有严格的工艺要求, 不能保证两柱端头75%面积的贴紧就没有达到安装精度要求, 这就要定期对铣床进行校正以满足工艺端面加工要求。
关键词:端、铣、柱、 划线、校正
1、刀盘的校正
1.1 框架水平仪的使用
1.1.1 工作原理当水平发生倾斜时, 水准泡的气泡就向水平仪升高的一端移动。
由于水准泡的内壁曲率半径不同, 因此产生了不同的分度值。
1.1.2 仪器用途水平仪主要用于检验各种机床及其它类型设备导轨的直线度、平面度和设备安装的水平性、垂直性。
1.1.3 仪器规格框式水平仪规格:100、150、200、250、300mm 分度值:0.02--0.10mm/m
1.1.4 仪器结构水平仪主要由主体
水准泡系统及调整机构等部分组成。主体用作测量基面, 水准泡系统用作读数, 调整机构用作调整水平仪零位。
1.1.5使用方法测量时使水平仪工作面紧贴在被测表面, 待气泡完全静止后方可进行读数。水平仪的分度值是以一米为基长的倾斜值,为避免由于水平仪零位不准引起的测量误差, 因此在使用前必须对水平仪的零位进行校对或调整。水平仪零位校对, 调整方法将水平仪放在基础稳固, 大致水平的平板或机床导轨上, 待气泡稳定后, 在一端如左端读数, 且定为零。再将水平仪调转度180度,仍放在平板原来的位置上, 待气泡稳定后, 仍在原来一端左端读数A格则水平仪零位误差为二分之A格。如果零位误差超过许可范围, 则需调整水平仪零位调整机构调整螺钉或螺母, 使零位误差减小至许可值以内。对于非规定调整的螺钉, 螺母不得随意拧动。调整前水平仪工作面与平板必须擦试干净, 调整后螺钉或螺母等零件必须固紧。
1.2 用框架水平仪对刀盘进行测量
1.2.1 关系换算
水平仪的工作原理水平仪的水准管是由玻璃制成, 水准管内壁是一个具有一定曲率半径的曲面, 管内装有液体, 当水平仪发生倾斜时,水准管中气泡就向水平仪升高的一端移动, 从而确定水平面的位置。当水平仪和刀盘贴近时, 水平仪的水泡方向和刀盘倾斜的方向是相反的。
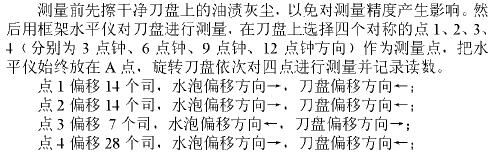
1.2.3 对刀盘的倾斜值进行测量
如上所示数值和偏移方向可知刀盘在上述四个方向上都有变形但总体变形不大, 只选择最大偏移值进行调校即可。如果刀盘几个方向偏移值过大且方向不一, 则在实际调校很难进行, 因为刀盘已经严重变形,需考虑更换刀盘, 并在今后操作铣床时要注意进刀量和转速。
1.2.4 依据刀盘倾斜量和倾斜方向对刀座进行校正通过上面记录的最大数值28司分析, 可知刀盘已经发生倾斜同时也可判断出刀盘的倾斜方向, 因此需要对刀盘进行调整以消除最大倾斜值。方法是拧松刀体齿轮箱部分的螺栓, 在其倾斜的反方向下部塞进铜质调整垫片, 垫片的厚度为最大数值的一半。即28/2=14司。塞进垫片后拧紧螺栓再重新按照上述方法用水平仪进行测量调整直到满足所选四个方向偏移量保证在10个司内即可。此时端铣床刀座部分调整完毕.
2 、铣床架子的校正
2.1 铣床架子横梁水平方向的校正
校正方法是用水准仪对靠近架子横梁两端位置标尺进行读数, 标尺采用同一数值, 记录好各横梁两端上下偏移量, 然后对横梁进行填补调整以保证横梁在水平方向满足要求。
2.2工件贴紧架子侧面的调整
按工艺要求在铣加工过程中必须检查翼板上中心线垂直线与已加工端面距离, 已加工面两端与上述翼板中心线的垂直线距离相等, 误差不大于0.5mm, 如出现误差过大, 必须随时进行调整。
上面已经对刀体进行校正过, 且铣床是固定在地面上的, 也就是说其行走轨迹是固定的,如果出现误差过大, 需要调整的就是承载工件架子的调整。测量其误差的方法如下:
1、从柱子两端腹板引中心线上来, 弹出翼板中心线。
2、分别在距离两侧端面大致-100--500mm 处画其中心线的垂线。
3、测量其对角线的长度, 如果偏差在1mm内则满足实际要求, 如大于1mm则重新找垂线。
4、将划线针固定在刀盘上, 开动铣床使划线针沿着柱子一侧已划好垂线划过, 然后比较其与先前垂线的重合情况。如果小于0.5mm则满足要求, 如果大于0.5mm 要调整。
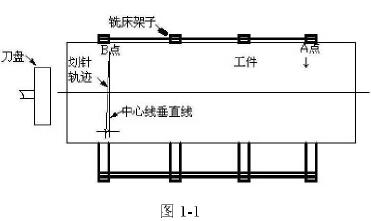
5、如图1-1所示工件是靠在铣床架子的端面一侧, 在实际中依据两点成一线的原理, 柱子主要是靠在架子的、AB两点。由于铣床是固定在地面上的其行走轨迹是固定的, 这就需要对架子端面进行调整。由图1-1可以看出要想使中心线垂直线与划针轨迹重合就应该将A点沿图示方向进行调整, 而架子也是固定好的, 就要对A点处架子与工件的接触面焊接铁板进行调整。再重新走刀直到完全重合为止。
上述方法依次对刀体和端铣支架的调整进行介绍。通过对刀体的调整, 保证了端铣加工后柱子腹板方向端面与水平面的垂直性通过对端铣支架侧端面的调整是为了保证端铣加工后柱子翼板方向端面与水平面的垂直性而通过对端铣支架在同一标高下横梁水平方向的调整是为了确保加工工件在水平面上, 从而保证端铣加工柱子腹板方向端面与水
平面的垂直性因此通过对上述几个方面的调整后, 端铣床就可以保证加工后的柱子在现场安装达到75%以上的端面贴合率, 能够满足安装质量要求。
在车间实际生产中, 一般要求每半个月就要进行一次校正, 这也是车间质量控制的一个环节, 只有保证机加工工具的精密性才能保证产品的合格率。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

