


摘 要: 在编制一般椭圆曲线宏程序的基础上, 对任意方位的椭圆曲线的宏程序编程进行了实验研究, 解决了任意方位椭圆曲线的宏程序编程问题, 对数控系统椭圆编程的二次开发具有参考价值。
关键词: 数控铣床; 椭圆; 宏程序
0 引言
在数控铣床上加工椭圆曲线通常采用宏程序,用户可以使用变量进行算术运算、逻辑运算和函数混合运算,通过它所提供的循环语句、 分支语句和子程序调用语句大大减少乃至免除手工编程繁琐的数值计算,是提高机床性能的一种特殊功能[1],本文椭圆曲线为例,针对 FANUC 0i系统,利用 XK160 数控铣床对任意椭圆曲线铣削加工方法进行了实验研究。
1 、一般椭圆曲线宏程序编程
一般椭圆曲线如图 1 所示,椭圆的参数方程为:X=a×cosα (1) !Y=b×sinα (2)利用椭圆参数方程求出椭圆上各点坐标,并把各点用直线插补方法连在一起,这样从根本上极大地保证了椭圆的加工精度[2],利用宏程序编制该椭圆的精加工程序如下:
O0001;
#100=20;椭圆长半轴
#101=12;椭圆短半轴
#102=0;椭圆切削角度起点
#103=360;椭圆切削角度终点
#104=0.5;角度增量
WHILE[#102 LE #103] D01;
判断角度值是否达到终点, 当条件不满足时,退出循环体#105=#100*COS [#102]; 计算椭圆圆周上的点的 X 坐标#106=#101*SIN[#102]; 计算椭圆圆周上的点的 Y 坐标G01 X[#105] Y[#106] F0.1; 直线插补至轮廓点位置#102=#102+#104; 角度值递增END1; 循环体结束M30;
这种精加工方法的椭圆轮廓精度取决于角度增量,角度增量越小,曲线轮廓的拟合精度越高[3]。
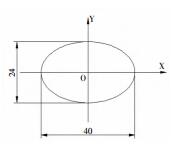
图 1 一般椭圆曲线
2 、任意方位椭圆曲线宏程序编程
2.1 任意方位椭圆曲线参数方程的推导
任意方位椭圆曲线是指经过旋转和平移的椭圆曲线,首先考虑经过旋转的椭圆曲线的参数方程,如图 2 所示,椭圆由虚线位置旋转至实线位置,旋转角度为 θ,椭圆上任一点 A 旋转至 A1 点。
![]()
2.2 任意方位椭圆曲线宏程序编程
根据经过旋转、平移的椭圆参数方程式(3),参照一般椭圆曲线宏程序编程方法,编制宏程序如下:
O0002;
#100=20;椭圆长半轴
#101=12;椭圆短半轴
#102=0; 椭圆切削角度
起点
#103=360; 椭圆切削角
度终点
#104=0.5;角度增量
#105=30;椭圆在工件坐标系内旋转的角度
#106=20;椭圆中心在工件坐标系中的 X 坐标值即 X1 值
#107=30;椭圆中心在工件坐标系中的 Y 坐标值即 Y1 值
WHILE[#102 LE #103] D01;判断角度值是否达到终点,当条件不满足时,退出循环体#108=#106+SQRT[#100*#100*COS[#102]* COS[#102]+ #101*#101*SIN[#102]* SIN[#102]]*COS[#105+#102];计算椭圆圆周上的点的 X 坐标#109=#107+SQRT[#100*#100*COS[#102]* COS[#102]+ #101*#101*SIN[#102]* SIN[#102]]*SIN[#105+#102];计算椭圆圆周上的点的 Y 坐标G01 X[#108] Y[#109] F0.1; 直线插补至轮廓点位置#102=#102+#104; 角度值递增END1; 循环体结束M30;
把该程序程序输入 FANUC 0i 系统、XK160 数控铣床中,运行结果正确。 改变旋转角度、椭圆中心点坐标等变量,可以铣削加工不同方位的椭圆曲线,运行结果均正确。
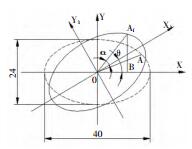
图 2 任意角度的椭圆曲线
3 、结束语
利用宏程序编程,能有效提高编程效率,有利于数控加工程序的标准化、模块化和柔性化,任意方位椭圆曲线宏程序编程实验研究的成功对于扩展系统功能、 数控机床编程系统的二次开发具有参考价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

