


联轴器传动型直结式铣削主轴的装配与调试
2017-6-29 来源:齐重数控装备股份有限公司 作者:徐壮
摘要:数控机床上更换刀具通过松、拉刀机构来实现刀具松开、夹紧动作以及在切削加工工件时锁紧刀具以避免刀具松脱。不同机床规格,刀具的自动夹紧机构不同,与之相应的外观尺寸、刀柄型号以及感应方式也不尽相同。为使刀具在主轴上自动装卸方便,主轴一般都采用7:24的锥孔和刀柄来配合定心。通常松、拉刀机构采用气动或是液压控制方法来实现装夹刀具,但其机械动作原理基本是一致的,对于联轴器传动直结式主轴,采用液压控制的方法,本文主要从以下几方面对联轴器传动型直结式铣削主轴的装配与调试进行详细介绍。
关键词:主轴;拉刀;松刀
1 主轴松拉刀机构工作原理简述
数控铣床主轴组件由活塞、拉杆、蝶形弹簧、螺旋弹簧及钢球组成,主轴装在主轴箱内,拉刀机构装在主轴内,拉刀机构采用蝶形弹簧和液压控制装置来实现松刀、拉刀动作。铣刀装于主轴下端的锥孔内,主轴通过主轴箱内的主轴电机带动旋转以实现对工件的铣削加工。
1.1 松刀工作原理
主轴液压松、拉刀机构如图1所示,松刀时,即需要换刀,将刀具连同刀柄从主轴锥孔中取出。油缸活塞(4)位于主轴的上端,松刀时,液压缸收到松刀信号,压力油随即通入液压缸上油腔,即将拉刀入油孔的压力油放出,在松刀入油孔打入说明书中给定压力值的压力油,此时,油缸活塞与松刀压环(5)接触并推动松刀压环及压柱(6)、拉杆(8)、拉爪(7)等延轴向压缩碟形弹簧组(9)向主轴前端方向移动,拉杆移动并打开拉爪,碟形弹簧组在拉杆下移过程中使碟形弹簧组产生很大的弹性变形,油缸压力达到12 MPa左右才能打开主轴拉爪,当感应盘(4)达到松刀位置,松刀感应开关取到信号后,完成整个松刀动作。
1.2 拉刀工作原理
拉刀时,液压缸收到拉刀信号,压力油在两位四通阀的控制下没有油压,液压油缸上腔接回油,下腔接压力油,将松刀入油孔的压力油放出,压力油和螺旋弹簧使活塞向上移动,碟形弹簧组受到的油缸推力卸去,碟形弹簧组在自身弹力作用下带动拉爪、拉杆、松刀压环、压柱、油缸活塞等向主轴尾端方向移动,直至碟形弹簧组恢复到未受油压缸推动前的位置及状态,同时依靠碟形弹簧组自身的弹力拉住拉爪,此时刀具已夹紧,但松刀环与油缸活塞尚未脱离,需在松刀压力油放出的同时拉刀入油孔打入4 kg/cm以上压力油,使油缸活塞与松刀环脱离,完成整个夹刀动作。刀具的刀柄完全依靠蝶形弹簧组产生的拉紧力进行夹紧的,避免工作时因突然停电造成刀柄自行脱落。油缸活塞上下移动设有两个极限位置,装有行程开关,用于发出刀柄松开和夹紧信号。当夹紧时,油缸活塞下端的活塞端部与拉杆的上端面间应留有一定的间隙,大约为4 mm,避免主轴旋转时造成端面摩擦。
2.主轴的安装调试
主轴在装入滑枕前,请先接油管测试主轴松拉刀是否顺畅,行程是否满足说明书要求。松刀时,在松刀入油孔打入40~60 kg/cm2压力油,具体数值在主轴松刀油孔旁边有标注,当主轴锥孔中无刀柄时,观察拉刀四瓣拉爪开合自如,锥孔中有刀柄时,松刀后刀柄应完全松脱,不需敲击或震动即可轻松取出。拉刀时,用检棒或刀柄涂色检查7:24锥孔,将检棒或刀柄放入锥孔中,将松刀压力油放出,同时在夹刀入油孔打入4 kg/cm以上压力油,当油缸活塞向主轴尾端移动至极限位置时,检棒或刀柄处于夹紧状态,此时,手动盘动主轴,主轴旋转应轻松自如,无阻滞。然后再进行松刀动作,将检棒或刀柄松开,检测检棒或刀柄7:24锥面接触面积大于85%且大端接触。
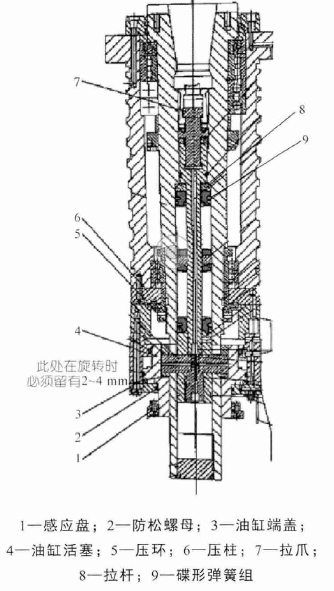
图1 主轴液压松、拉刀机构
调整主轴尾端松拉刀感应盘( 1 )及防松螺母(2)位置。(一般情况下,主轴在出厂前感应盘及防松螺母位置都由厂家调整好,为安全起见,主轴到我厂后对此位置进行复检)此步可与上步交叉进行,主轴孔中有刀柄,在进行松刀动作时,当松刀到位后,查看防松螺母是否与油缸端盖(3)贴紧,如未贴紧,旋转防松螺母使之与油缸端盖贴紧。主轴进行拉刀动作时,当拉刀到位后,测量防松螺母与油缸端盖的距离,此距离必须大于拉爪行程2~4 mm,调整好防松螺母位置后,把合上感应盘。检测完拉爪松拉刀动作及松拉刀感应盘位置,且手动盘动主轴,主轴旋转灵活自如、无阻滞后,将主轴装入滑枕中,调整安装松拉刀感应开关,松刀感应开关位置应尽量向主轴前端靠近,拉刀感应开关应尽量向主轴尾端靠近,即接近各自的极限感应位置。调整好感应开关位置后,在数控系统接收到松拉刀完成的信号后,设置延时10 s再执行下一步动作,以避免由于感应开关位置调整不正确,反馈信号过早,发生安全故障。接上电机,按鉴定大纲要求对主轴进行试运转。主轴孔中装入检棒,检测主轴轴线径向跳动达设计要求。
3.主轴安装调试时需注意的事项
主轴松拉刀液压阀要选用两位四通阀,以保证常供油状态,主轴旋转前及旋转中松拉刀油路必须保持工作状态。主轴松刀油压一般为40~60 kg/cm2,但有时受主轴使用方要求或受限于滑枕内部大小,油缸直径会小于标准值,为保证必要的油压缸推力,即需要提供超出常规油压值的油压,例如65 kg/cm2、70 kg/cm2、甚至100 kg/cm2,此数值一般都会在主轴上松刀油孔旁有标注,如果没有标注,请依据拉爪开合是否自如准确,松拉刀是否顺畅及拉爪行程来判断是否需要提高油压。在拉刀时,将松刀油压放出,刀柄在碟簧组自身弹力作用下被拉紧,此时刀柄虽已夹紧,但是松刀环与油缸活塞尚未脱离,需在松刀油压放出的同时拉刀入油孔打入4 kg/cm2以上油压,使油缸活塞与松刀环脱离,防止研伤油缸活塞或松刀环。主轴在松刀状态下不允许旋转,主轴自然常态为拉刀状态,不允许直接进行旋转。
4.结束语
数控铣床上的刀具松、拉机构在数控铣床主轴上占有非常重要的作用,其设计是否合理对主轴的可靠性、加工精度及使用寿命产生直接的影响,进而影响到数控铣床的加工效率和工件的表面质量。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

