


圆柱插补功能在数控车铣加工中心的应用
2018-2-21 来源:广东省中山市技师学院 作者:黄友训
【摘要】随着社会生产和科学技术的发展,机械产品日趋精密复杂,这推动了数控加工技术的高速发展,数控车铣加工中心应运而生,它能通过一次装夹零件完成多种加工工序,大大提高生产效率,而掌握车铣加工中心编程方法就成为使用车铣加工中心的关键技术。本文介绍数控车铣加工中心的功能、特点和使用圆柱插补功能加工圆柱凸轮槽零件的编程方法。
关键词:数控车铣加工中心;C轴编程;圆柱凸轮槽加工
1、 引言
复合加工又叫完全加工、多功能加工,早期曾将加工中心称为复合加工机床。但是随着复合加工技术的不断发展与进步,现在的复合加工机床与以前所称的复合加工机床有了本质上的区别。复合加工机床通过一次装夹零件完成多种加工工序,缩短了加工时间,提高了加工精度,因而受到用户的欢迎。数控车铣复合机床是复合加工机床的一种主要机型,通常是在数控车床上实现平面铣削、钻孔、攻丝、铣槽等铣削加工工序,具有车削、铣削以及镗削等复合功能,能够实现一次装夹完成复杂零件的加工理念。车铣复合加工机床的运动包括铣刀旋转、工件旋转、铣刀轴向进给和径向进给四个基本运动。依据工件旋转轴线与刀具旋转轴线相对位置的不同,车铣复合加工主要可分为轴向车铣加工、正交车铣加工以及一般车铣加工。其中轴向车铣是应用范围最广泛的车铣加工方法。轴向车铣加工由于铣刀与工件的旋转轴线相互平行,因此它不但可以加工外圆柱表面,也可加工内孔表面,通常为X、Z、C的3轴车铣加工中心。如图1和图2所示。

图1 车铣加工中心
图2 车铣加工中心零件加工
2 、车铣复合加工中心功能介绍
车铣复合加工中心除可同时进行车削所有功能外,还可以进行动力刀径向加工、钻孔、攻牙、端面切槽、侧面切槽、侧面铣削、角度钻孔、曲线铣削等等。可以由一台机床完成一个零件的所有加工步骤,实现了一次装夹完成全部或者大部分加工工序,从而大大缩短零件制造工艺链。这样一方面减少了由于装夹改变导致的生产辅助时间,同时也减少了工装夹具制造周期和等待时间,能够显著提高生产效率。与此同时车铣中心减少了装夹次数,提高了加工精度。装夹次数的减少避免了由于定位基准转化而导致的误差积累。同时,目前的车铣复合加工设备大都具有在线检测的功能,可以实现制造过程关键数据的在位检测和精度控制,从而提高零件的加工精度。
3 、车铣复合加工中心上的圆柱插补功能
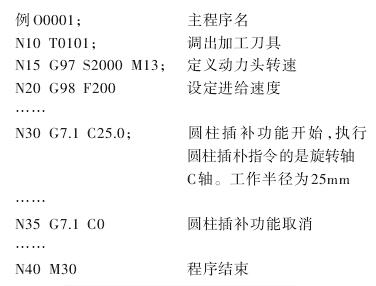
以图 3 所示的圆柱上的凸轮槽加工为例,设备采用 FANUC 控制系统的数控车铣中心,在此基础上研究圆柱插补功能。圆柱插补功能主要在圆柱表面展开的状态下进行程序编写,它能方便地对圆柱上的凸轮槽进行加工,而且浚凸轮槽的轨迹可以是任意的曲线,但是凸轮槽的截面形状和凸轮槽的宽度尺寸的精度保证有一定难度,需要采用相应的刀头形状和刀具轴向补偿来解决。圆柱插补功能指令如下:
格式 (1):G7.1旋转轴的名称 工作半径。含义:执行圆柱插补指令,它将旋转轴的名称作为圆柱插补指令执行的首地址,工作半径作为加工的命令值。
格式(2):G7.1旋转轴的名称 0。含义:取消圆柱插补指令。
图3 圆柱凸轮零件
4 、圆柱插补功能的应用案例
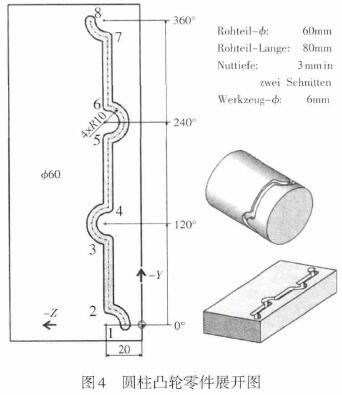
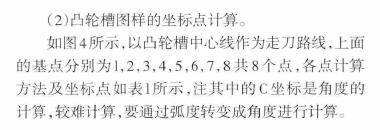
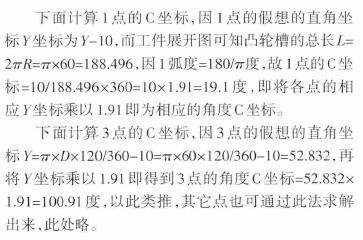
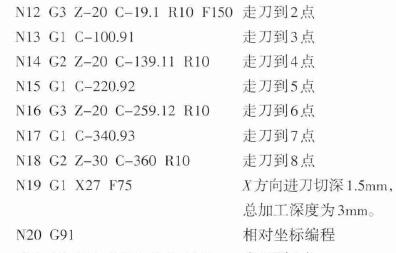
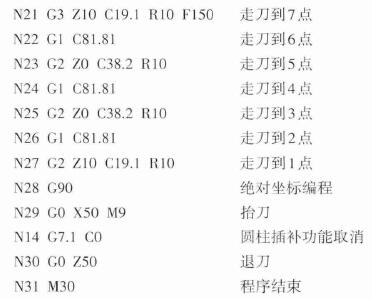
车铣中心加工技术的发展,也对数控编程技术提出了更高的要求,通常使用自动编程与手工编程相结合的两种方式,使用自动编程首先要购入CAD/CAM软件,编程人员要掌握数控车削、多轴铣削、钻孔等多种加工方式的编程方法,而且对于工序间的转换与进退刀方式需要定位准确可靠,一但发生碰撞则对刀具和机床损坏较大。学习车铣中心加工的编程,掌握手工编程和仿真技术是必不可少的环节。下面以两个案例来介绍基于GE FANUC-21I-T数控系统的手工编程。应用案例:车铣加工中心加工如图 4 所示圆柱凸轮,凸轮外圆直径为 60mm,凸轮槽宽为6mm,槽深为3mm,工件材料为铝件。
(1)图样分析。
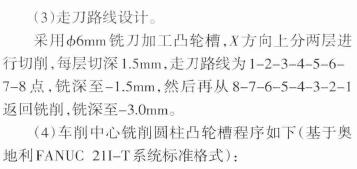
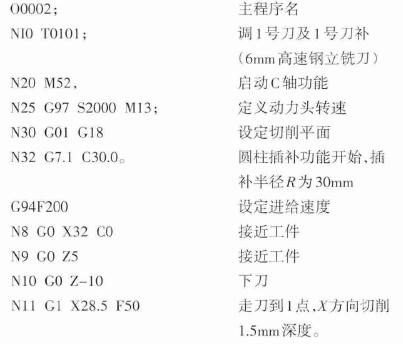
根据图 4 所示,毛坯材料选用直径80×60mm 的铝棒。采用三爪卡盘装夹,刀具选用外径车刀同6mm高速钢立铣刀。先采用外径车刀加工工件端面及外圆,再采用6mm铣刀加工凸轮槽,X方向上分两层进行切削,每层切深1.5mm,走刀路线为1-2-3-4-5-6-7-8 点,再从 8-7-6-5-4-3-2-1 返回。

投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

