


利用回转式夹具及工作台的铣床设计应用
2018-12-20 来源: 江苏高创机电制造有限公司 作者:王浩宇,马永伟,黄波
摘要:本次设计的铣床夹具,利用回转式工作台的旋转机构实现对批量工件流水线加工,节省了空间和辅助设备,同时减少了工件生产时的机动工时和辅助工时。应用实践表明,该夹具方便装夹,维护方便,可以在保证加工工件的质量前提下,极大提高批量产品的铣削加工效率。
关键词:铣床设计;回转式夹具;工作台
1 、概述
铣床用工装夹具是在铣削加工工件时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置,其作用是使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求 ,是铣床加工常用附件设备。目前国内铣床加工工件,是在工作台上单件装夹生产,或者一次装夹多件加工。此种工装夹具在工件加工完成后,需要关停铣床主机,调整刀具位置,从而造成单价工件生产时的机动时间和辅助工时加长,生产效率较低。此外,传统的铣床夹具对操作者的技能要求也比较高,需要操作者熟练掌握铣床的操作技能,刀具进给速度等。机床主机的反复关停、启动,会加速机床老化速度,容易造成机床、刀具的损坏和事故的发生。本文介绍一种以回转式工作平台替代直线型流水线生产的夹具设计方案,可以较好弥补传统铣床夹具存在的不足,是一种提高加工生产效率的创新思路。
2、 夹具结构及工作原理
该夹具装置由工装夹具本体和驱动装置组成,如图 1 所示。
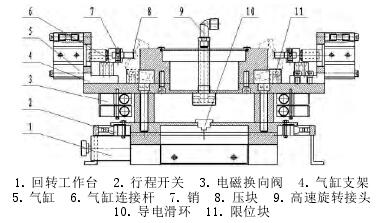
图 1 回转式工作平台工装夹具本体
驱动装置动力由电机提供,包含传动、固定和防护装置 ; 该回转式气动工装夹具固定在工作台中心,夹具座通过螺栓固定在气缸座中心位置,夹具座中心处开有通孔,夹具座形状为正多边形且每边对应一个工位,该工位包括气缸支架、气缸、限位块、气缸连接杆、销和压块;气缸支架通过螺栓固定在气缸座,气缸支架竖直端面安装有气缸;所述气缸连接杆一端通过螺栓与气缸连接,气缸连接杆另一端通过销与压块连接;限位块置于夹具座与气缸支架之间,并通过螺栓固定在气缸座上;气缸中心线与夹具座各边的中心线重合,如图 2 所示,该夹具有八工位组成,各工位圆周均布在回转工作台上,回转工作台圆周运动,从而实现各工位的流水线运转。
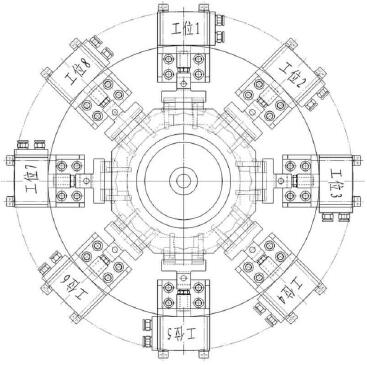
图 2 回转式工装夹具工位图
工作原理为:加工前预先将工件置于准备工位夹具体的上面和侧面,下部卡在限位块上,当该工位旋转到回转挡铁一端入口 , 行程开关动作,对应的电磁换向阀通电,将压缩空气导入该工位的气缸,气缸连接杆向前推动压块夹紧工件,同时工件随着回转工作台旋转,被铣床主轴上的旋转铣刀切削。加工结束,该工位旋转到回转挡铁另一端出口时,行程开关断开,电磁换向阀换向,气缸后退至最小行程位置,工件被松开、取出夹具体。由此,八个工位上工件的交替运动,可以达到不停机自动夹紧与松开工件的铣削加工效果。
3 、技术优势
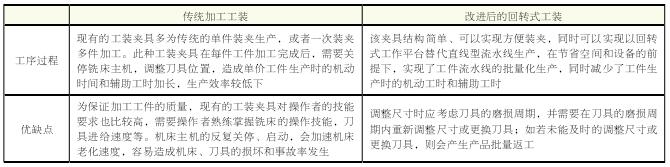
回转式气动工装夹具是以回转式工作平台替代直线型流水线生产,相对于传统工装夹具,在加工使用中的主要优点如下(图 3、表 1)。


图 3 改进前后加工实例对比
表 1 两种加工工装的对比示例
(1)在节省空间和设备的前提下,实现了工件流水线的批量化生产,提高了劳动生产率,同时机床主机减少启停次数,降低了刀具损耗率及设备维修率;
(2)采用气动气缸装夹,结构简单、轻便安全、安装维护简单,不污染环境及工件,成本低,并且气动元件可靠性高,使用寿命长,输出力以及工作速度的调节非常容易;
(3)各工位的气路和电路各自并联,相互独立,降低了制造的难度和安装的精度,也易于更换。
4 、应用效果
经实际生产加工后,改进后的回转式气动工装较传统的工装具有显著的优势:第一,对操作人员的操作技能要求明显下降;第二,零件装夹的安全性提升;第三,减少了操作人员的劳动强度;第四,改进后的加工效率较传统加工效率提高 10 倍以上;第五,设备的故障率减小。
5 、结语
本设计夹具结构创新了铣削加工的批量生产方式,利用回转式工作平台替代直线型流水线生产,通过电气元件、电磁阀控制气缸动作,结构简单、装夹简易快捷。应用实际生产后,极大地提高了劳动生产效率,并且缩短了工件的生产周期。本设计思路也可以推广到其它机械加工设备,改变其加工设备的工艺水平。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

