


数控铣床三个同时旋转工作台的设计研究
2018-11-22 来源:柳州职业技术学院 柳州市超凌顺机械公司 作者: 韦江波 曾庆飞 高茂涛
摘要: 现有数控铣床四轴旋转工作台只能在工作台上安装一套夹具,加工种类单一且效率低下。针对数控铣床四轴旋转工作台的结构特点,设计出三个方向同时旋转工作台。当电机驱动时,可实现三个工作台同时旋转,且旋转的角度相同。由于三个旋转工作台分别分布在箱体三个侧面,因此可安装不同的夹具、加工不同种类的零件,节省了频繁更换夹具的时间,提高了生产效率。
键词: 旋转工作台;数控铣床;手轮;伺服电机
0 引 言
单旋转工作台是指在数控铣床移动工作台上安装一个旋转工作台,旋转工作台的箱体上只有一个垂直面安装水平轴的旋转夹头法兰盘,如图 1 所示,图中箱体 1 位置内部安装有伺服电机和机械传动装置,伺服电机与数控铣床的控制系统连接。伺服电机通过伺服系统控制带动旋转工作台 2 绕圆盘水平轴回转中心做圆周转动。
数控铣床的旋转工作台通常作为附加工作台使用,主要用于加工轴类、回转类零件如叶轮和凸轮,在航空、船舶、汽车等制造领域广泛使用。但是单旋转工作台一次只能装夹一个零件进行加工,工作效率较低, 只能满足新产品试制等单件、 小批量零件的加工, 无法满足现代规模企业的大批量生产加工要求。因此,笔者在现有单旋转工作台的基础上进行了内部传动的改进设计,在原有旋转工作台箱体上增加两个水平轴旋转工作台,即三个同时旋转工作台。该工作台三个方向都可独立安装一套夹具,能完成不同种类零件的加工,使加工效率大大提高。
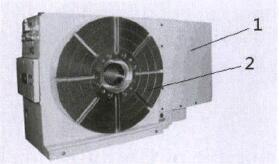
图 1单旋转工作台
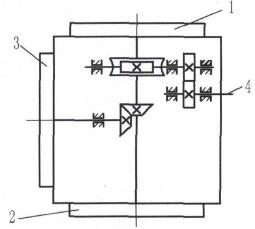
图 2数控铣床三个同时旋转工作台简图
1 、三个同时旋转工作台的设计思路
在旋转的工作台的箱体有四个垂直面, 在其中三个垂直面上设置三个水平轴同步旋转的工作台,剩下一个垂直面安装工作台旋转输入动力装置,如图 2 所示。输入轴 4 在手轮或伺服电机的驱动下,通过传动轴带动同轴的水平轴旋转工作台 1、2 同步转动,水平轴旋转工作台 3 采用圆锥齿轮传动方式与旋转工作台 1、2 的轴连接而实现同步转动。于每个旋转工作台都在一个独立的垂直坐标轴上,因此在旋转工作台上安装夹具和零件时互不干涉,能够安装三个不同或相同的夹具,实现一个加工循环同时装夹三个工件,减少数控铣床的停机次数和装夹辅助时间并提高工作效率,适应大批量生产的要求。
2 、数控铣床三个同时旋转工作台的结构设计
2.1 伺服电机驱动方式结构
根据以上设计思路,设计了数控铣床三个同时旋转的水平轴工作台及其驱动方式,其结构如图 3 所示。水平位置的转动轴 4 的两端分别通过轴承固定在箱体 6 和轴承座 9 上;水平位置的传动轴 7 一端安装在箱体 6 上,中间端由轴承座 13 固定,实现传动轴 7 的稳定支撑。当转动轴 4 受手轮或伺服电机驱动而转动时,固定于轴 4 上的齿轮 10 也转动,与齿轮 10 啮合的齿轮 11 随之转动,齿轮 11 带动蜗杆轴 5转动,与蜗杆 5 啮合的蜗轮 8 产生转动。蜗轮 8 固定在水平位置的传动轴 12 上,传动轴 12 转动时,传动轴 12 上的锥齿轮 15 与相啮合的锥齿轮 14 同时转动,锥齿轮 15 和锥齿轮 14 齿轮大小、齿数、锥度均相等,且轴交角为 90°,当传动轴 12 转动时,传动轴 7 也产生转动,且转动的角度相等。由于传动轴 12 两端分别连接着工作台 1、2,传动轴 7 的一端连接工作台 3,当传动轴 12 转动时,工作台 1、2、3 同时转动,且转动的角度相同。同时,为使数控铣床的三个同时旋转工作台在使用时操作方便,在旋转工作台底部设计一个旋转的底座如图 4 所示,以便根据实际加工需要使用手轮摇动控制,将旋转工作台整体转动到相应位置。
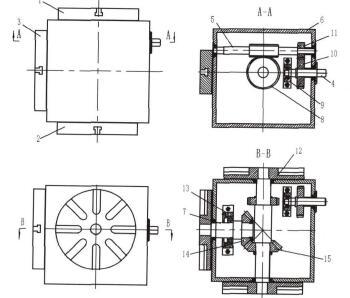
图 3 伺服电机驱动方式结构图
1、 2、 3.旋转工作台 , 4.转动轴 , 5.蜗杆轴 , 6.箱体 , 7.传动轴 , 8.蜗轮 , 9.轴承座 , 10.齿轮 , 11.齿轮 , 12.传动轴 ,13.轴承座, 14.锥齿轮, 15.锥齿轮
2.2 手轮驱动方式结构
数控铣床三个同时旋转工作台的转动也可以通过手摇方式驱动, 手轮驱动方式结构如图 4 所示,在结构上增加了传动轴组件,即三个水平轴同时旋转工作台本体结构不变,在动轴的末端处安装有刻度和指针,同时相邻的端盖上安装有刻度盘。当以手轮方式驱动转动轴 4 旋转时,带动传动轴12 上的锥齿轮 15 两侧锥齿轮同时转动一个角度,而传递到传动轴末端的指针也转动相同的角度,这个角度与旋转工作台转动的角度相同。因此在手轮方式驱动传动轴 4 旋转时,可以通过观察指针在刻度盘上旋转角度来判断旋转工作台的实际旋转角度值,这种直接传递的方式可以有效的减小误差,提高测量角度的精准性。
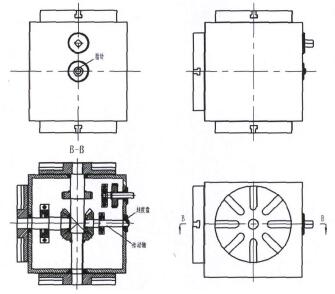
图 4手轮定位操作方式结构图
3 、在数控铣床工作台上安装与使用
3.1 伺服电机驱动方式
数控铣床三个同时旋转工作台在使用时为了操作便利,在底部设计一个旋转底座如图 5 所示。采用伺服电机驱动时, 三个同时旋转工作台放置在数控铣床工作台中间偏 Y 轴正方向偏上位置如图 6 所示,伺服电机伸出长度不能超过数控铣床工作台 Y 方向的极限位置,避免与机床发生碰撞。从图中布局可看出,三个旋转工作台的位置均留有一定的空间,且操作的方向在朝机床的外侧和两侧面,不存在盲区,因此使用更为便利。从加工的范围来看,与手轮操作相同,只适合于加工小型零件,不同的是旋转角度采用伺服电机定位,准确度高,且不容易出错。
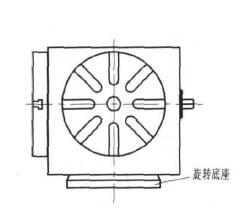
图5 旋转底座
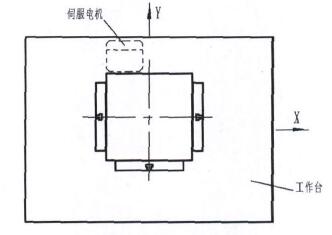
图6 伺服电机驱动的布局
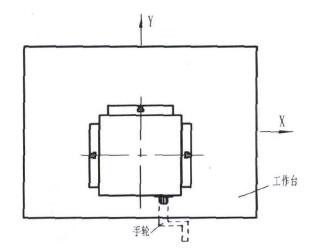
图 7手轮操作的布局
3.2 手轮驱动操作方式
三个同时旋转工作台采用手轮驱动时, 手轮放置在数控铣床工作台上 Y 轴负方向偏下位置如图 7所示,主要是为了给 Y 轴正方向留出充足的空间。连接手轮的传动轴一端方向朝机床外侧,是为了方便操作人员观察和旋转调整角度。
这样的布局三个方向均有一定的空间安装夹具和零件,但是空间有限,适合于加工小型或短轴类零件,这类零件通常不用尾座顶锥固定,操作更灵活。由于手轮的方向朝外,朝机床里面的旋转工作台安装夹具和零件时,可通过旋转底座 90°或 180°方向进行安装,待零件安装好后,旋转回到原始的安装位置即可。
在数控铣床上加工三种相同或不同回转类零件时,分别在三个旋转工作台上安装上专用夹具或三爪卡盘, 且与旋转工作台的回转中心同轴线, 然后在安装好的零件上设定三个不同坐标系 (如 G54、G55、G56),根据旋转工作台的方向编写相应的 NC 程序 ,便可以实现三个零件的加工 。
对于手轮旋转角度操作更适合于加工同一种零件,当调整好角度后三种零件同时加工,然后再旋转角度进行下一工步加工。如在三个旋转工作台上安装三个不同形状零件进行加工,角度的调整过于频繁会增加操作者劳动强度。
4 、应用效益分析
在数控铣床现有单个旋转工作台的基础上增加两个同为水平轴的旋转工作台,形成分布在工作台箱体三个垂直面上的三个同步旋转工作台,三个旋转工作台共用一套旋转动力装置,虽然体积比单旋转工作台要大些,但不会影响数控铣床的正常使用,在保持每个旋转工作台的操作方法和基本功能不变的条件下,将获得如下效益。在进行大批量工件生产加工时,能够在一次停机装夹工作中,同时装夹三个待加工工件并逐个进行加工,每次装夹可完成三个零件的加工,从而大大减少装夹辅助时间并提高数控铣床的加工工作效率。
对于多品种小批量工件的生产加工,可在工作台上同时安装和保留 2 至 3个夹具,选择相应的夹具完成对应工件的加工,其余夹具可保留夹具在旋转工作台上,不用频繁装卸调试夹具,在提高工作的效率的同时,也大大降低了操作者的劳动强度,减少重复劳动。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

