


发动机用曲轴加工工艺研究
2019-2-12 来源: 大连职业技术学院 作者: 邢晨
摘要:曲轴是发动机中关键零件之一,设计也相对要求较高。本文通过对曲轴加工工艺的研究,对工序进行了分析和总结,对曲轴加工的关键技术问题进行了相关分析与说明。
关键词:曲轴;加工工艺;结构特点
发动机曲轴在机器中主要是用来传递运动和扭矩,同时也起到支撑其他传动零件的作用,很大程度上影响着动机的可靠性和寿命。这就要求曲轴具有足够的强度以及尺寸的高精度。因此对曲轴加工工艺进行合理、有效地安排,提高其加工精度,延长曲轴的工作寿命就显得十分重要。如何灵活地运用合适的加工方法去解决实际生产中曲轴加工工艺中出现的问题,也是广大加工企业所一直面临的一个课题。
1.曲轴主要加工过程
遵循“先面后孔,先主要面后次要面,先粗工加后精加工”的加工原则进行加工。先对两个端面用铣床进行加工,为后序加工确定基准面。由于主轴颈和连杆颈的精度和表面硬度要求极高,可在精加工之后进行淬火和回火处理,再精磨主轴颈和连杆颈。最后进行平衡的余量消除、
消磁处理和抛光已确保加工精度。
具体流程为:毛坯检验、铣削端面、加工中心孔、粗加工主轴颈和连杆颈、精加工主轴颈和连杆颈、加工法兰孔和信号轮孔、淬火回火、加工沉割槽、精磨主轴颈和连杆颈、动平衡和消磁处理、抛光机加工、清洗检验入库。
2.曲轴加工分析
2.1 毛坯选择和运输
加工的曲轴一般为锻造件。由于模锻精度高,留余量较小,且后续工序有调质,所以免去了锻后正火和粗车工序。若为铸造毛坯,则加工时刀具材质影响较大,且加工容易产生较多废气。需对机床主轴和刀具切削部位采取冷却措施,减少废气带来的加工误差。
使用气动系统控制机床天窗的开启/关闭,加工工程中使用机械手代替传送带运输,提高了传输效率,并且减少了传输中可能造成的工件损伤。
2.2 端面和中心孔加工
中心孔是曲轴加工的重要基准,它会直接影响曲轴的加工精度。一般以毛坯外表面为基准进行加工。先对曲轴端面进行铣削加工,确定基准面后再对中心孔进行加工。
2.3 粗加工、精加工主轴颈和连杆颈
粗车和精车主轴颈和连杆颈为曲轴加工的难点之一。由于此道工序加工部位较多,耗时时间较长,加工量大,容易造成夹具和刀尖沾有铁屑。因此在加工时采用两端顶尖夹紧带动曲轴旋转,中心架定位支撑,刀具前后上下移动来有效地减少了曲轴加工的切削变形。控制每次加工的进给量和切削速度,对加工部位喷涂润滑和冷却剂来减少铁屑带来的加工误差。采用立式刀盘缩短换刀次数来减少加工时长,如果出现加工刀具磨损,只需更换对应刀片即可。
2.4 法兰孔和信号轮孔加工
对法兰孔和信号轮孔进行加工,加工时顶尖的接触面积尽量大,减少加工过程中产生的跳动误差。加工油道口之类的深孔时由于只能在刀尖和装夹处进行微量润滑,产生的粉尘较多,可在工件加工部位的侧面和数控机床顶部增添空气净化装置,减少粉尘带来的加工误差。
2.5 淬火和回火
由于曲轴工作时,主轴颈、连杆颈传递较大的扭矩,承载的负荷较大,所以在对主轴颈、连杆颈和法兰进行淬火和回火,以大幅提高工件的表面硬度和消除残余应力,增加曲轴的强度,提高其传动时抗弯矩变形的能力。先将连杆颈淬火,后主轴颈淬火。淬火采用喷涂淬火液,用强电流作用于感应器来加热淬火表面后冷却完成淬火,加热之后再冷却完成回火。最后进行探伤和硬度检测。由于液体较多,淬火和回火过程中为了防止工件表面锈蚀应涂防锈剂。淬火完成后曲轴的硬度应达到45~60HRC。
2.6 修研中心孔
两端中心孔的质量好坏,对加工精度影响很大,应尽量做到两端中心孔轴线相互重合,中心孔的锥角要准确,它与顶尖的接触面积要大,表面粗糙度要小,否则装夹于两顶尖间的曲轴在加工过程中将因接触刚度的变化而出现圆度误差。中心孔在使用过程中的磨损及热处理后产生的变形都会影响外圆柱面的加工精度。在精加工之前,对中心孔进行修研,以消除误差。常用的修研方法有:用铸铁顶尖、硬质合金顶尖以及用中心孔磨床修研。机械加工生产中一般应用中心孔磨床修磨中心孔,来提高生产效率。
2.7 沉割槽加工
使用Hegenscheidt滚压机来加工沉割槽。Hegenscheidt加工时可使用不同种的滚压头来同时加工曲轴的各个沉割槽,根据各个滚压头扭矩的不同来加工,能极大地提高加工效率。加工过程中用感应接头来确定加工量是否达到标准,通过对刀具转速的实时监控和对滚压过程中刀具震动的监测,来保证整个滚压过程中刀具的完好。从而保证了加工精度。
2.8 磨削加工
为保证主轴圆度到达0.005,连杆的平行度达到0.01,圆度0.004,对主轴颈和连杆颈进行磨削加工。主轴颈的磨削以中心孔定位。先加工主轴颈后加工连杆颈。磨削时采用中心架进行固定,辅以进给连杆和止推轴承,边加工边测量。由于磨削时大量的切削热传给了工件,易使工件加工表面烧伤而产生裂纹,所以磨削时应采取良好的冷却措施。用流量传感器测量加工中液压油和冷却水的喷射量,从而避免磨削过程中工件过热导致表面出现裂纹。
2.9 动平衡和消磁处理
使用Schenck动平衡机来去除多余重量。通过使用中频技术的点焊或凸焊方法,完成预制校正砝码的不平衡校正,操作人员除了加载不平衡的曲轴和卸掉已平衡的曲轴,不平衡的测量和校正都是机床自动进行,显著地提高了生产效率。在完成动平衡的同时还能对工件进行消磁处理,来清理油道孔内之前工序可能残余的磁粉。
2.10 抛光处理
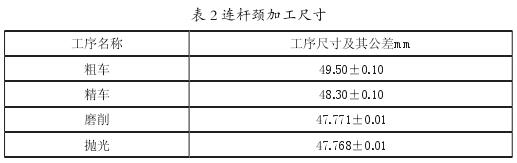
用抛光机采用抛光带对主轴、连杆、法兰进行抛光。抛光带具有较好的强度和柔韧性,磨削力高,能够达到精密的抛光效果,用来去除夹具可能产生的夹痕和加工过程中产生的螺旋线。主轴颈和连杆颈具体加工尺寸见表1和表2。

2.11 曲轴强化工艺
应用软氮化技术使曲轴的表面硬度、耐磨性、抗咬合。处理完成后曲轴的氮碳共渗层薄、摩擦系数低,从而提高曲轴的整体疲劳强度。应用喷丸技术对曲轴施加预压应力来抵消零件在以后工作周期会受到的拉应力。将高速弹丸流喷射到曲轴的圆角处,使其发生塑性变形形成强化层,强化层内形成较高的残余应力,当曲轴圆角工作承受载荷时,就可抵消一部分拉应力,从而提高圆角处的疲劳强度。
结语
在确定加工工序上,尽量将前一工序加工完成表面作为后序加工工序能基准,在加工时有比较精确的定位基准面,有利于以减小定位误差,保证加工质量。通过对曲轴加工工艺的研究,辅以先进数控机床设备的使用,减了加工过程中可能产生的误差,使得曲轴的加工良品率得到提升,提高了生产效率。这也是曲轴加工研究的重中之重。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

