


针对普通钻床夹具存在孔定位精度低,加工效率低的问题,设计了一种新型的双向移动可旋转钻床夹具,介绍了该夹具的结构、工作原理和操作方法。该夹具可快速进行直线何圆周两个方向的定位,省去了传统划线、找正等工序,提高了工资效率,降低了劳动强度,同时通过高精度的丝杠何科度盘能有效地保证孔的位置精度,具有较高的实用性和通用性。
引言
钻床是常用的孔加工设备,分为台式钻床、立式钻床和摇臂钻床等几类。台式钻床多用来加工直径小于13mm的孔及螺纹孔,立式钻床用来加工中、小直径的孔及螺纹孔,对于大型工件多采用摇臂钻床加工。
在立式钻床和台式钻床加工孔时,通常先利用划线工具在工件上划出各孔位置线,再采用传统台虎钳夹持工件,通过移动台虎钳,找正钻头与孔的相对位置进行钻孔。 这种传统的钻床夹具主要存在以下两方面问题:1)划线与找正的随机误差,所以孔的定位精度低,同一批工件的尺寸集中度也比较差;2)辅助加工时间长,加工效率低。本文针对以上问题,设计了一种双向移动可旋转钻床夹具。
1、双向移动可旋转钻床夹具设计
1、1 夹具结构
双向移动可旋转钻床夹具是一种结构紧凑、移动灵活的双向移动可旋转钻床夹具装置。如图1所示,该夹具主要由以下几部分组成:
1)地盘:包括固定地盘1和旋转地盘2等;
2)下导轨:包括下轴导轨3,下轴丝杠4,下轴移动块5,下轴螺母7等;
3)上导轨:包括上轴导轨6,上轴丝杠8,上轴螺母9,上轴移动块10等;
4)工作台:工作台的直线行程可根据加工需要而定,一般为0--400mm。
该夹具可实现三个运动,且运动均有刻度盘定量去掉位移量。
a.圆周运动:转达旋转底盘2,带动工作台11做圆周运动;
b.左右直线运动:转动下手柄13带动下丝杠4旋转,丝杠带动工作台11作左右运动,实现工件左右方向的直线运动;
c.前后直线运动:转动上手柄14带动上丝杠8旋转,丝杠带动工作台11作前后运动,实现工件前后方向直线运动。
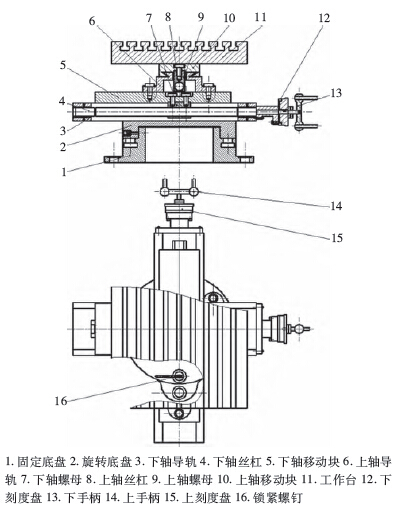
图1 双向移动可旋转钻床夹具结构图
1.2 操作方法
使用时首先将本装置固定在钻床工作台上,再将夹持工件的平口钳或其他夹具固定在本装置的工作台上。通过定位元件确定孔系中基准孔(要加工的第一个孔)与钻头的相对位置,即可进行加工。
图2 圆周分布孔
如图3所示,加工孔具有矩形分布特征。通过转动带有刻度的手柄13、14可实现工作台的前后和左右移动,从而完成具有矩形封板特征孔的加工
图3 矩形分布孔
2、结论
双向移动可旋转钻床夹具,可快速实现直线何圆周两个方向的定位,省去了传统划线、找正等工序,提高了工作效率,降低了工人的劳动强度,同时通过高精度的丝杠和刻度能有效地保证孔的位置精度,因此该夹具具有较高的实用性和通用性。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

