



0 、引言
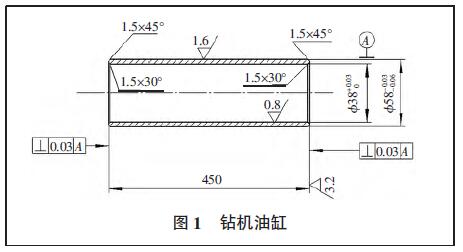
利用普通车床加工深孔零件具有一定难度,尤其是长径比>10 以上时技术难度更大。加工单件或小批量的深孔工件,通常采用接长的标准麻花钻头,在普通车床上进行钻削。但当经过钻削的深孔要进一步精加工,使深孔达到较高的尺寸精度和较小的表面粗糙度值时,就必须采取其它工艺措施,来解决深孔加工的各方面技术问题。本文选用浮动镗刀和胎具装夹的方法,成功加工出合格的深孔工件。如图1 所示是293 地质队委托加工的钻机油缸。材料为冷轧无缝钢管,毛坯尺寸准60 mm×12 mm×455 mm,数量为5 件/月。
由于数量少,从经济效益角度出发,为了节省成本,不可能制造结构复杂且成本高的夹具,只能利用现有的工夹具进行改造,或者制造结构简单、容易制造又能按图纸要求加工出合格零件的工夹具。
1、 加工难度分析
从图1 可知:
1)孔径准38+0.030 mm,孔深L=450 mm,车削时的内孔刀杆细而长,刚性差,强度低,容易产生振动和让刀现象,而且也容易产生锥度误差,严重影响到工件被加工面粗糙度及精度。
2)由于孔深,冷却液不易进入,排屑困难,如铁屑排出不顺畅,铁屑就会划伤加工表面,严重影响表面粗糙度,刀具会加剧磨损,降低使用寿命。
3)深孔的进出口处常会出现波纹、喇叭口,车削直线性差,使加工精度降低。
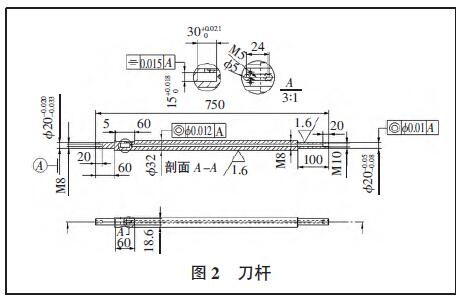
利用普通车床成功地加工深孔,首先是解决深孔车刀和胎具的问题,选用了如图2 和图3 所示,制造简单、工艺性好的浮动镗刀杆和胎具装夹。
2、浮动镗刀杆和胎具的制造
2.1 浮动镗刀杆的制造
镗刀杆用45 钢制造,根据被加工孔径的大小,在考虑排屑顺畅的前提下,应尽可能加大刀杆直径,增强刀杆的刚性。刀杆制造工艺工序如下:
1)选择45 钢材料:准35×755 mm 毛坯。
3、结语
此种新型重型数控落地式铣镗床回转工作台结构设计合理、变形小、精度高,并可实现重载、高精回转、联动加工,已在笔者公司生产使用。此结构解决了目前国内现有数控落地式铣镗床回转工作台在结构上由于采用开式静压导轨支撑、结构复杂的定位装置及夹紧机构夹紧时引起工作台变形等缺陷,可为国内机床行业提供借鉴。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

