



N一084数控车床刀架升级改造
2016-10-14 来源:转载 作者:陈培亮
摘要:N一084数控车床刀架系统存在的f*-I题,升级改造刀架系统,介绍改造实施过程,改造涉及的电路接线及PMC程序编制,改造效果良好。
关键词:数控车床;刀架;程序;改造;电路
1.存在问题
淮海工业集团有限公司10台N一084数控车床(南京数控机床厂生产),采用FANUC 0i Mate系统和BWD8—100型电动刀架(常州亚兴数控设备有限公司生产)。BWD8—100型电动刀架为8工位,换刀时只能沿1个方向由低号向高号顺时针旋转,如1。刀位向8*刀位换刀时,刀盘必须顺时针旋转l周才能选中目标刀位。换刀时间长且运行不稳定,故障频发,10台数控机床价值三百多万元,目前因刀架问题长期无正常运行。为此决定对BWD8—100型电动刀架进行升级改造。对目前市场上进口、国产刀架进行调研后,决定采用性价比较高的AK3180A数控回轮刀架(烟台环球机床附件集团有限公司生产)作为替代升级品。AK3180A数控回轮刀架引进意大利Baruffaldi公司技术,可确保零件通过一次装夹自动完成车削外圆、端面、圆弧、螺纹和镗孔、切槽、切断等加工工序。
2.改造方案
改造技术难点是机械连接、刀架控制电路和刀架PMC控制程序均需重新设计,而且确少原机床厂设计资料,改造风险大。为慎重起见,先在l台N一084数控车床进行改造,成功后,再推广至其余机床。
3.改造实施
3.1机械连接
(1)AK3180A刀架安装固定位置和原刀架不同,因此,必须根据AK3180A刀架实际安装固定尺寸,对上拖板进行安装螺孔的修配加工。
(2)AK3180A刀架中心高度比原刀架中心低10 mm,因此需重新配制刀架垫板和刀架定位销。
3.2控制电路
AK3180A刀架结构及传动原理与原刀架不同,因此控制信号、点数不同,需要重新设计控制电路。两种刀塔I/O(输入,输出)信号对比见表1,可以看出,除采用二进制8421编码刀号信号、选通信号和公共信号外,其余信号均为新增输入输出信号。

(1)FO输出控制电路(图1)。Y3.2和Y3.3为新增加输出信号,利用哟板输入输出空余点A21和B21,通过NC输出信号给中间继电器线圈,使用Y32和Y3.3中间继电器射I通断电来控制电机抱闸、预定
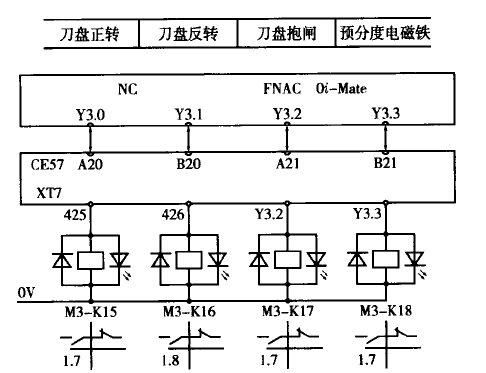
图1 AK3180 7J架PMC输出信号控制电路
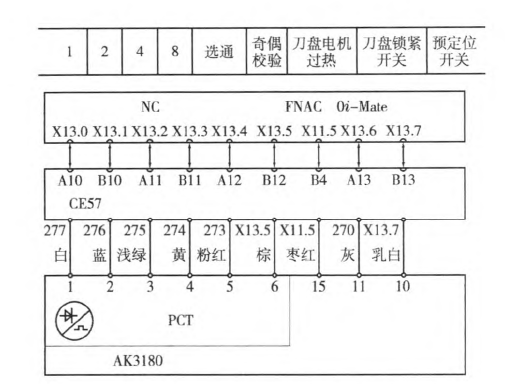
图2 AK3180刀架PMC输入信号控制电路
位电磁铁动作。注意电机抱闸、预定位电磁铁采用DC 24 V电源,且工作时电流较大,由于原来向NC供电的DC24 v开关电源容量不够,同时确保NC系统24 v不会受到干扰。因此,需新增加1个DC 24 V开关电源专门向电机抱闸、预定位电磁铁供电。
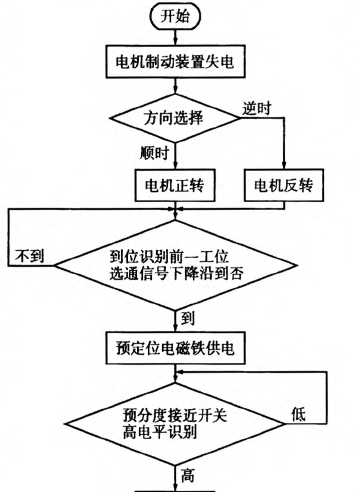
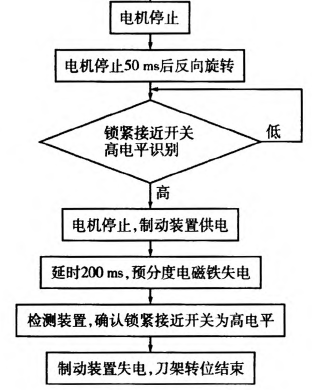
图3数控转塔刀架操作流程
(2)m输人信号电路(图2)。根据I/O接口输入点占用情况,利用空闲点,分别设置B12对应X13.5奇偶校验、B4对应X11.5刀架电机过热、A13对应X13.6锁紧检测开关、B13对应X13.7预定位检测开关新增输入点信号。为便于和原电路图结合,对新增加信号线,直接以信号名称标注信号线。采用0.5mill2x16芯电缆作为刀架信号线,预留2根作为维修备用。
(3)电机正反转控制电路。根据AK3180刀架传动原理,重新设计正反转控制电路。
(4)刀架接线排端子与I/O信号连接电路。所用16芯电缆要直接与I/O板输入输出接线端子相对应并连接,应尽量避免电缆中间出现节点,确保I/O信号可靠。
3.3运行过程
刀架转位必须先断开刹紧装置,然后PMC程序才能输出控制信号给中间继电器K15或K16(图1),向刀架电机供电,按选择方向旋转。当编码器前1工位的选通信号下降沿到达时,则预分度电磁铁立即供电(选通信号下降沿到达至电磁铁供电最大延迟必须小于60 ms)。电磁铁接电后,待预定位电磁铁销插入主轴等分键槽内,回转被迫停止,接收到预分度接近开关信号(由0上跳为1)后,电机立即停止,50 ms后,电机反向旋转使刀架刹紧定位。刀架刹紧定位后,锁紧接近开关输出由O跳变到1。该信号发出立即使电机停止,刹紧线圈通电(锁紧接近开关发出信号至电机停机制动最大延时小于60 ms)。锁紧开关发出锁紧信号后,控制系统进行位置检测,以发出允许刀架进行切削加工工件的指令。200 ms后电磁铁断电(刀架锁紧结束时,电磁铁是否断电不影响刀架锁紧精度)。注意如果刀架在转位过程中电控部分故障急停,再次启动时必须沿停止前的运动方向重新开始,具体操作流程见图3。
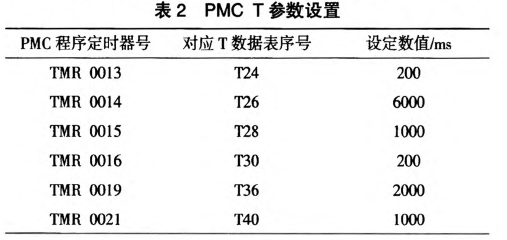
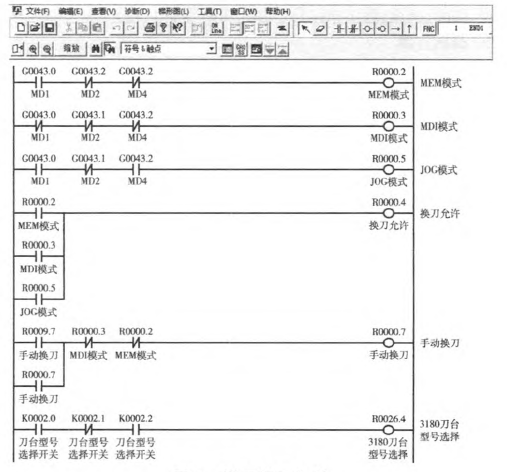
图4满足换刀条件
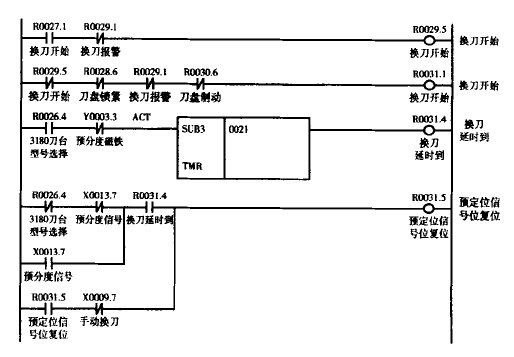
图5换刀准备
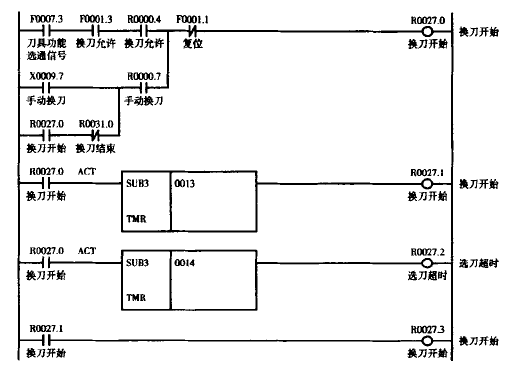
图6换刀过程1
3.4 PMC程序编制
根据AK3 1 80A刀架运行信号波形图及运行流程,编制PMC控制程序,PMC参数K2为刀塔的选择开关,当K2--00000101时,即K2.0=1、K2.1--0和K2.2=1,AK3180A刀塔才能有效,最后调试时,按照波形
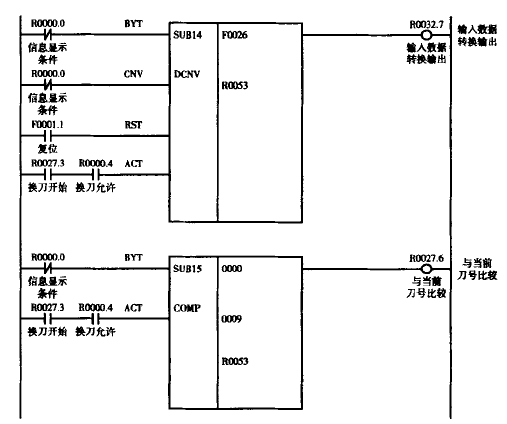
图7换刀过程2
图和操作流程,对PMC程序中定时器对应的PMC参数(T数据表中对应的T参数)进行赋值(表2)。PMC程序中l(2.0开关参数接通后,在选择不同机床操作模式下,可允许执行换刀指令,操作模式为互锁关系(图4);具备换刀条件后,换刀准备在1000 ms内完成(图5);换刀指令发出后,延时200 Ills开始换刀,若6000 Ills内未完成换刀过程,则输出换刀超时报警(图6);写入目标刀号与当前刀号比较(图7);换刀过程3-7的PMC程序略;若换刀过程中,出现一些原因未能完成换刀,则输出换刀故障报警(图8);各种报警信息显示(图9)。
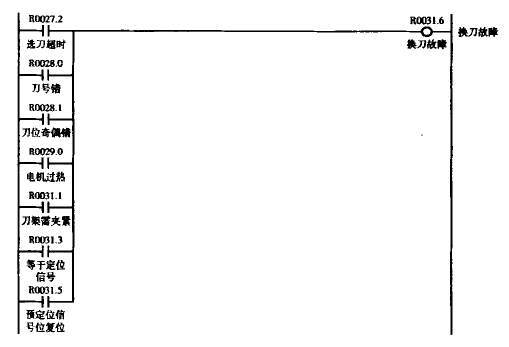
图8换刀过程故障输出
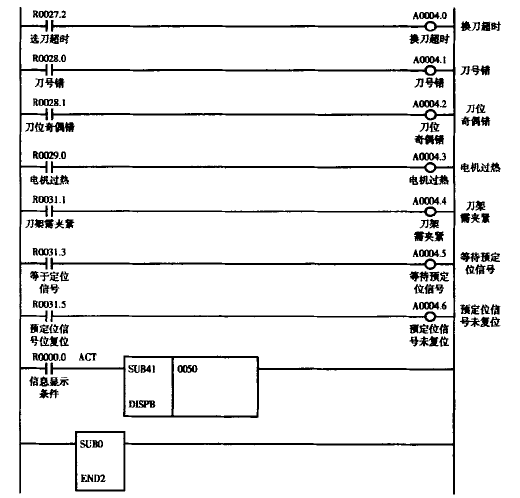
图9报警信息显示
10台N-084数控车床刀架升级改造后,盘活了公司长期停用的固定资产,解决了生产设备棘手问题,同时锻炼和提高了维修队伍,为今后数控设备维修改造提供了宝贵经验。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

